



我们的【螺旋管】彩钢板现货销售视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:【螺旋管】彩钢板现货销售的图文介绍

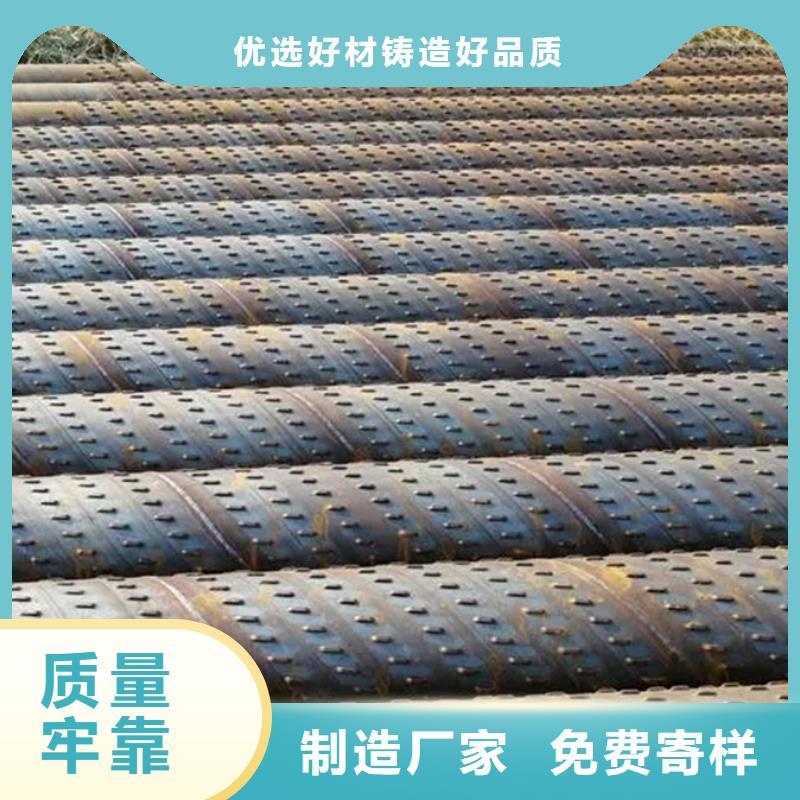
1、河北沧州镀锌螺旋管气泡 气泡经常出现在焊道的中心,而氢仍然以气泡的形式隐藏在焊缝金属中。主要原因是焊丝和焊剂表面有水分,未经干燥处理直接使用。另外,焊接过程中电流小,焊接速度过快,也会加速金属的凝固。 2、河北沧州镀锌螺旋管咬边 V形坡口沿焊缝中心线在焊缝边缘出现,主要是由于焊接速度、电流、电压等条件不当,焊接速度过高而不适合产生边缘咬边缺陷。 3、河北沧州镀锌螺旋管热裂纹 产生热裂纹的原因是焊接应力大,或焊接金属中硅元素含量高。另一个是硫磺裂缝。坯料为强硫偏析带板(属软沸腾钢)。在焊接过程中,硫化物进入焊缝金属并产生裂纹。 4、河北沧州镀锌螺旋管焊透度不足 内外焊接金属的重叠度不够,有时未焊透等。


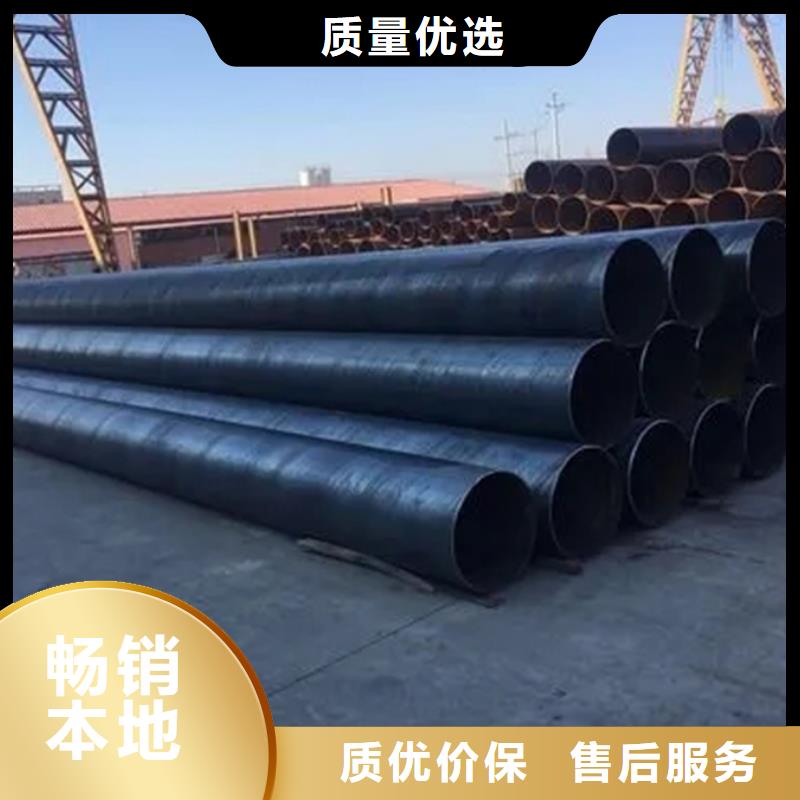
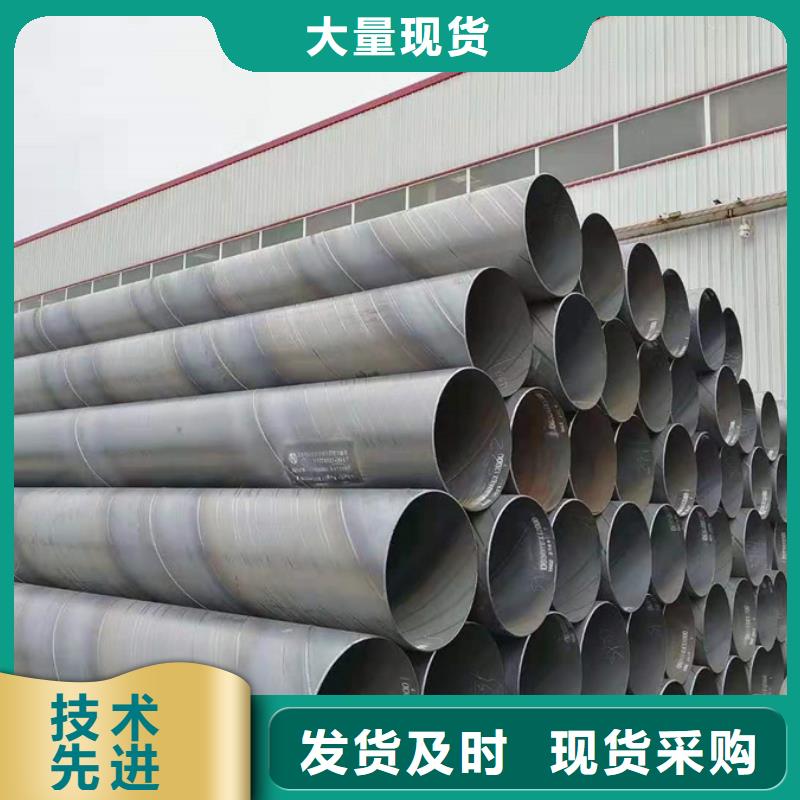
河北沧州防腐螺旋管是一种以带钢卷材为原材料制成的螺旋缝钢管,通常在一定温度下挤压,并通过自动双丝双面埋弧焊进行焊接。主要生产工艺如下:带钢卷,焊丝和焊剂。在使用之前,必须使用单丝或双丝埋弧焊对带钢的头部和尾部之间的对接进行严格的物理和化学检查。将防腐螺旋钢管轧制成钢管后,使用自动埋弧焊进行修补焊接。修边,表面清洁,输送和翻边前处理使用电接触压力表控制输送机两侧的滚筒压力,以确保带材的平稳输送。采用外部控制或内部控制的辊压成型。焊接间隙控制装置用于确保焊接。接缝间隙满足焊接要求,并严格控制管径,错位量和焊接间隙。内部和外部焊接由美国林肯电焊机进行单丝或双丝埋弧焊,以获得稳定的焊接规格。所有焊缝均通过在线连续超声波自动探伤仪进行检查,以确保螺旋焊缝的无损检测范围。如果有缺陷,防腐螺旋钢管将自动报警并喷洒标记,生产工人将根据此随时调整工艺参数,并使用空气等离子切割机将钢管切割成单管。切成单根管后,每批三个钢管必须经过严格的检查系统,检查机械性能,化学成分,焊缝的熔合状况,钢管的表面质量以及无损检查,以确保确保制管过程合格,然后正式投入生产。焊缝上带有连续声探伤痕迹的零件将被手工超声处理。用X射线检查是否有缺陷,修复后再次进行无损检查,直到确认缺陷是带钢对接焊缝和D型接头的管子与防腐螺旋钢管缝相交为止,防腐螺旋钢管都经过X射线电视或胶片检查。确保每个钢管都经过静水压力测试,并且压力采用径向密封。试验压力和时间由钢管液压微机检测装置严格控制。通过对管端进行机械加工,可以自动打印并记录测试参数,防腐螺旋钢管从而可以控制端面的垂直度,斜角和钝角。期待与您的合作! 螺旋钢管为提高防腐,涂油,包装效果,希望钢管表面光滑的用户也日益增多。



二. 河北沧州防腐螺旋管冲压成形 冲压成形螺旋钢管弯头是早应用于批量生产无缝弯头的成形工艺,目前,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。 与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。 冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。 冷挤压弯头的成形过程是使用专用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。


苏沪金属制品有限公司服务优势
售前的【河北沧州09CuPCrNiA钢管】服务团队,为客户提供售前产品咨询服务和售后【河北沧州09CuPCrNiA钢管】产品保障服务。
售中积j i与客户洽谈业务合作、无偿进行现场技术交流、实地考察、【河北沧州09CuPCrNiA钢管】产品设计。
售后完善的售后服务,公司成立10多人的【河北沧州09CuPCrNiA钢管】售后团队服务覆盖全国各地。


