
为了让您更地了解我们的珩磨管活塞杆出厂严格质检产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:珩磨管活塞杆出厂严格质检的图文介绍

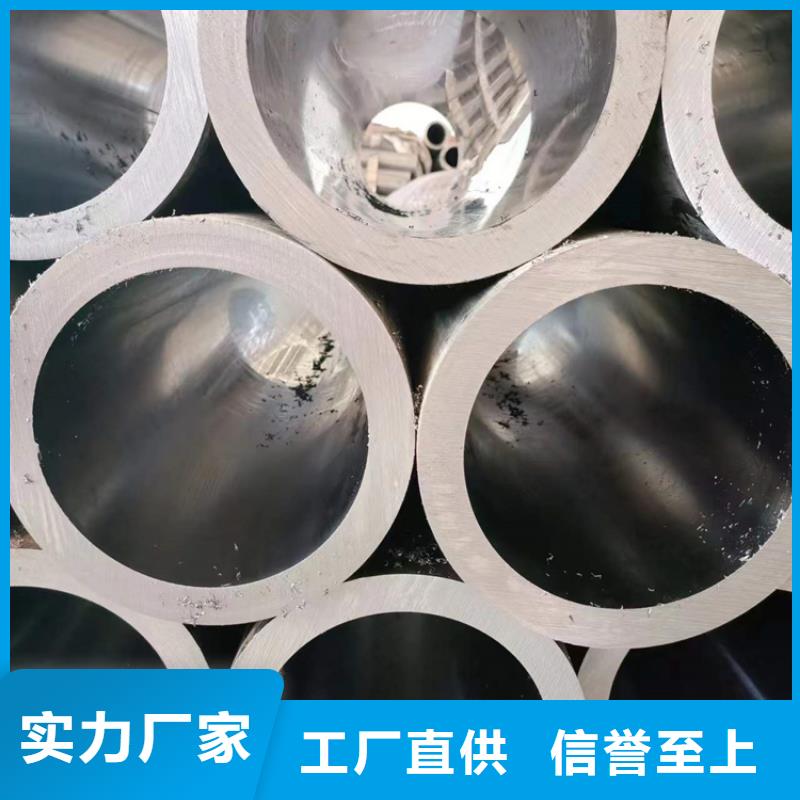
北京企业旺旺珩磨管绗磨管油缸管为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。


北京珩磨管油缸管绗磨管油缸管结构及技术要求介绍油缸管结构及技术要求介绍1、 结构分析:1、 φ50mm×770mm本身的圆度公差为0.005mm。2、左端M39×2-6g螺纹精密油缸钢管φ50mm中心线同轴度公差为φ0.05mm。3.1:20锥轴与精密油缸钢管φ50mm中心线的同轴度公差为φ0.02mm。4.1:20锥面本身的圆跳动公差为0.005mm。5.1:20锥面着色检查,接触面积不小于80%。5、 φ50mm×770mm表面氮化,氮化层深度0.2~0.3mm,表面硬度62~65hrc。2、 技术要求分析:1、油缸管采用45#钢制作,表面镀铬,φ50mm×770mm部分经调质处理。表面渗氮后,芯部硬度为28~32hrc,表面渗氮层深度为0.2~0.3mm,表面硬度为62~65hrc。这样,精密油缸钢管不仅具有一定的韧性,而且具有良好的耐磨性。2、油缸管正常使用时承受交变载荷,φ50mm×770mm处密封该设备来回摩擦其表面,因此需要高硬度和珩磨管



安达液压机械有限公司专业从事 北京大口径厚壁珩磨管产品的设计开发、生产销售。公司产品规格齐全、品种多,产品以自产自销、品质高、价格低、服务等优点建立了良好的信誉,立足北京,面向全国各地。让客户得到实惠的优质服务,以回报广大客户的厚爱。公司一贯坚持“质量di yi,用户至上,优质服务,信守合同”的宗旨,凭借着高质量的产品,良好的信誉,优质的服务,以质量为保证、产品畅销全国。竭诚与国内外商家双赢合作!我们用激情与毅力打造品牌,用良心与责任坚守质量,用勤奋与智慧开拓创新,用拼搏与汗水续写辉煌………诚为业之基,信为商之魂!

北京企业旺旺珩磨管绗磨管油缸管从结构上看珩磨机可以分为卧式和立式两种,卧式珩磨机的工作行程较长,适用于珩磨深孔,深度可达3000毫米。其水平安置的珩磨头不旋转,只作轴向往复运动,工件由主轴带动旋转,床身中部设有支承工件的中心架和支承珩磨杆的导向架。在加工过程中,珩磨头的油石在胀缩机构作用下作径向进给,把工件逐步加工到所需尺寸。而立式珩磨机的主轴工作行程较短,适用于珩磨缸体和箱体孔等,镶嵌有油石的珩磨头由竖直安置的主轴带动旋转,同时在液压装置的驱动下作垂直往复进给运动,从而完成对珩磨管的加工。
