
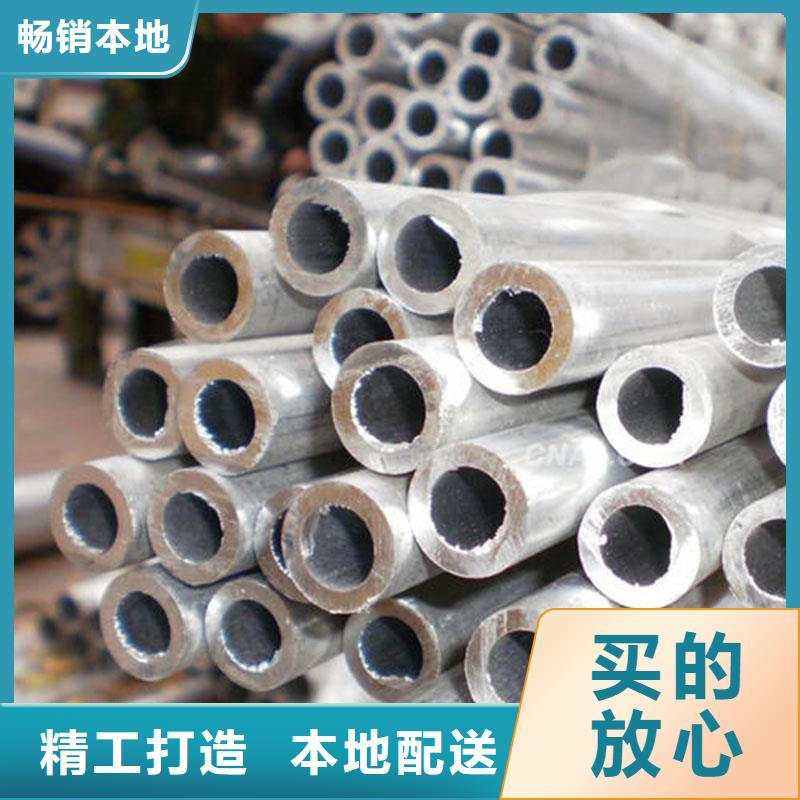



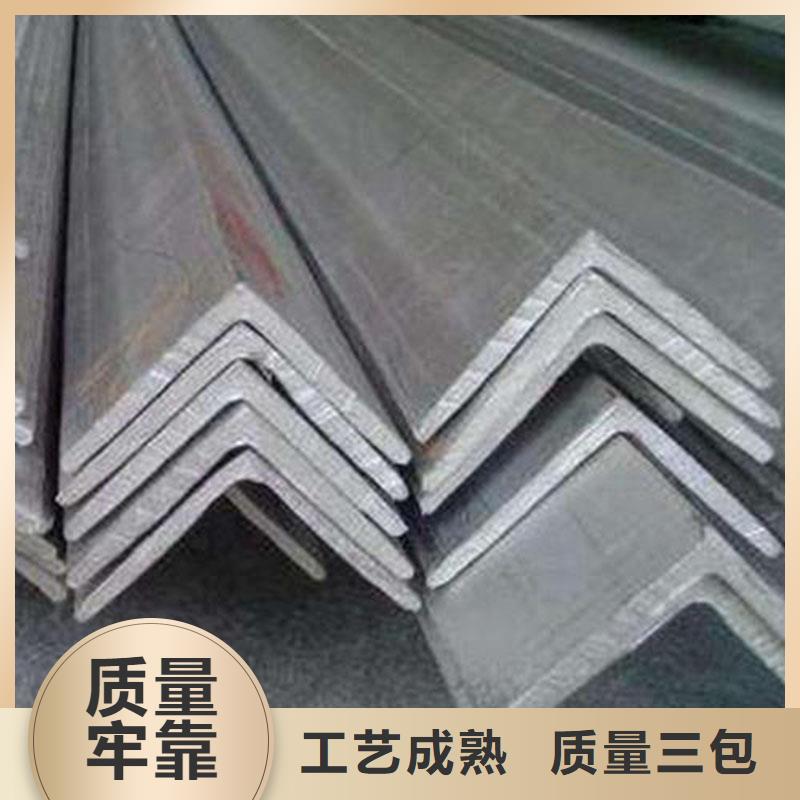

别再等待了,仅仅一分钟,就能通过我们的【铝合金型材】管线管供货及时产品视频探索到无数令人心动的细节和亮点。
以下是:【铝合金型材】管线管供货及时的图文介绍



6082合金:继6N01合金普及以来,1972年成型的6082合金得到铁路装备制造部门的关注,此合金的强度介于7N01合金与6N01合金强度之间。6082-T5方形管的抗拉强度Rm(喷雾在线淬火)符合底架梁的相应要求。基础实验表明,此合金可以在相应领域实地应用。然而,若要在铁路装备部门广泛推广,仍需要做大量工作。对于30年前曾被视为万无一失的铝制列车的装配节点的疲劳强度,由于列车载重条件改变和结构轻量化,已不适用于当前的新型高速列车,但是这与高寒地区的温度无关,因为零下几十摄氏度对铝合金来说真是“小试锋芒”,算不了什么低温,同时温度越低,铝结构显得越强韧。泡沫铝:高速列车具有轴重轻、频繁加减速和超载运行等特点,要求车体结构在满足强度、刚度、、舒适的前提下尽可能轻量化。显然,超轻泡沫铝所具备的高比强、高比模、高阻尼等性能,与这些要求非常一致。国外对泡沫铝在高速列车上的应用进行了详细地研究与评估,发现填充泡沫铝的钢管吸能本领比空管的高35%~40%,抗弯强度提高40%~50%,从而可使车厢立柱和隔板更坚固,不易坍塌;用泡沫铝填充机车头部缓冲区,可提高吸收冲击能的能力;用10mm厚泡沫铝和薄铝板制造的夹心板比原钢板质量轻50%,而刚度却提高了8倍。目前,中国高铁有关单位正在研究用泡沫铝夹心板制备高铁车厢地板和车门的可行性。为加快解决下一代高铁面临的一系列重大科技问题,铁道部门和中国科学院联合成立了先进轨道交通力学研究中心,在对高速列车材料与结构可靠性、噪声降低理论与技术等方面展开攻关研究,其中有相当一部分内容与超轻泡沫铝有关。随着高速列车运行速度的不断,产生的噪声对乘客乘坐舒适度与周边环境的影响已成为高铁发展的关键制约因素之一。相对于车内噪声,车外噪声对环境的影响更为严重,而高速列车通过隧道或两列高铁在隧道内交汇时产生的混响噪声及由此产生的震动具有相当强的破坏力,如不有效控制,将可能成为高铁的一大发展障碍。为了降低高速列车的噪声污染,必须在经过人口密集区的铁路两侧及隧道内设置屏障。超轻开孔泡沫铝的主要功能之一是吸声,而且该性能可通过改变孔型或声结构调整。此外,泡沫铝还具有良好的防腐、耐气候和加工性能,因此是野外声屏障的良好吸声材料。



1.夹具的设计与制作:1.1夹具的特点:铝件加工后阳极氧化用的夹具与电镀用的挂具是截然不同的,若采用电镀用类似挂勾的挂具作阳极化夹具是不适宜的,因为阳极氧化时夹具与工件表面都会很快生成氧化膜,在此过程中夹具与工件稍有松动即会变更触点位置,阻碍电流流通,为此,必须采用具有弹性的夹具夹紧工件。只有这样才能使阳极氧化过程正常进行。1.2夹具的结构形式:夹具结构以个体式为宜,若采用组装式的,则经几次使用后铆接或焊接处会因腐蚀而松动,阻碍阳极氧化过程中电流的正常流通。同时,夹具要有一定的横截面积。一定截面的夹具也就有足够的弹力和夹紧力,使工件与夹具保持良好的接触,保证所夹工件阳极氧化时所需电流正常流通。避免因接触不良产生热量而烧毁工件。1.3夹具材料的选择:制作夹具以选择硬质铝材为好,硬质铝材弹性好,紧固耐用。2.工件的装夹:2.1给夹具清洗去膜:在阳极氧化过程中夹具也会产生氧化膜。为此,使用过的夹具再次使用之前一定要退除氧化膜。退膜可在铝的除油溶液中进行。也可将夹具与工件接触部位的氧化膜用锉刀锉去,此法对某些夹具来说还可延长夹具的使用寿命。2.2装夹位置的选择:装夹工件的位置要选择得当,铝合金加工厂一般应装夹在工件的副面(即非装饰的部位)。否则工件与夹具的接触部位因被夹具遮盖而无法生成氧化膜,当然也就无法染上颜色,此处即会显现出明显的白色斑点,影响外观质量。此外,工件装夹后悬挂在溶液中的凹入部位会否产生窝气等问题也要予以考虑。2.3防止工件装夹变形:夹具非同挂具,夹具有一定的弹性。装夹变形的工件时尤需注意,应避免用力过猛导致工件变形。2.4防止装夹过松:当工件装夹过松时,夹具与工件之间的电流会时通时断,在这种情况下很可能把工件烧毁。2.5逐一装夹需染色的阳极化件:有些单位对某些小件采用纱窗布包扎或用其它方法包扎后作阳极氧化处理。这种方法虽在一定场合下可节省工时和提率,但只可用于某些质量要求不高的本色阳极氧化,即使少量工件在相互遮盖处无法生成氧化膜,也不易被识别出来。但对于需要染黑色的工件,采用此种装夹方法显然是不可取的。必须逐一装夹,保证阳极氧化质量。3.精密铝合金零件加工阳极氧化工艺条件的控制:3.1溶液的温度与电压的关系:在额定的范围内溶液的温度越低,所需的电压应越高,因为溶液温度较低时氧化膜生成速度较缓慢,膜层较为致密,为获得一定厚度的氧化膜,阳极氧化过程需升高电压。当溶液的温度较高时,氧化膜的溶解速度加块,且生成的氧化膜是疏松的,此时降低电压能适当改善氧化膜的质量。3.2阳极氧化溶液的温度与时间的关系:溶液的温度越低,所需的阳极氧化时间应越长。因为溶液温度较低时氧化膜的生成速度缓慢。溶液的温度升高时则氧化膜的生成速度加快。此时要缩短阳极氧化时间,否则由于氧化膜的外层电阻加大而导致膜层溶解,出现工件尺寸的改变、表面粗糙掉膜的现象。


恒永兴金属材料销售 有限公司位于北辰区双街镇京津路西(北方实业发展有限公司内),公司主要产品有: 广西百色无缝钢管等多种系列,并可根据客户的要求,定做客户所需的产品,以满足市场需求。本公司致力于:“以诚相待,以信为本,以优取胜”的经营理念。“以科技求发展,以质量求生存”的质量方针。“真诚互沟通,服务无止境”的服务精神,愿与国内外各界朋友广泛合作,与时俱进,共创辉煌!公司为了增加客户的信任度和客户的权益,我们有专门的销售和维护团队,确保我们卖出的每一个产品都是合格的,性能是稳定的,公司一直秉着优质的服务和良好的信誉赢得了广大客户的一致好评,热忱欢迎您的指导和选用!



压铸特别适合制造大量的中小型铸件,因此压铸是各种铸造工艺中使用*广泛的一种。同其他铸造技术相比,压铸的表面更为平整,拥有更高的尺寸一致性。1、铝合金压铸件表面有流痕和花纹:铸件表面上有与金属液流动方向一致的条纹,有明显可见的与金属基体颜色不一样的无方向性的纹路,无发展趋势。2、铝合金压铸件龟裂了:铝合金压铸件表面上有网状发丝一样凸起或凹陷的痕迹,随压铸次数增加而不断扩大和延伸。3、冷隔纹:铝合金压铸件表面有明显的、不规则的、下陷线性型纹路形状细小而狭长,有时交接边缘光滑,在外力作用下有断开的可能。4、铝合金压铸件表面有凹痕:在压铸件厚大部分的表面上有平滑的凹痕。5、表面痕迹:铝合金压铸件表面与压铸模型腔表面接触所留下的痕迹或铸件表面上出现阶梯痕迹。6、铝合金压铸件有粘附物痕迹:小片状及金属或非金属与金属的基体部分熔接,在外力的作用下剥落小片状物,剥落后的铸件表面有的发亮、有的为暗灰色。7、铝合金压铸件有裂纹:将铝合金压铸件放在碱性溶液中,裂纹处呈暗灰色。金属基体的破坏与裂开呈直线或波浪线形,纹路狭小而长,在外力作用下有发展趋势。
工业铝型材挤压温度是挤压生产过程中重要的工艺参数,为了降低金属的变形抗力,减小挤压力,需要提高工业铝型材挤压温度。但挤压温度提高到一定温度时,容易出现热脆现象,产生裂纹等缺陷。为避免这种现象,为提高挤压速度,需要降低挤压温度。这两个条件是相互矛盾的,为了既能降低变形抗力,又能采用较大的挤压速度,必须选择一个金属塑性*好的温度范围。但是工业铝型材挤压生产过程中,金属与挤压筒内衬、模具、垫片产生摩擦,以及金属本身产生变形等,会使金属的温度升高,往往会突破事先选好的挤压温度范围。实验证明:在整个挤压过程中挤压温度是逐渐升高的,挤压速度随着铸锭金属的减少而逐渐加快。因而工业铝型材产品尾端由于挤压温度的提高、挤压速度的加快而经常产生裂纹的现象。挤压过程中挤压温度的升高与工业铝型材的本性及挤压条件有关。对于工业铝型材而言,金属在模具出口处前后温度差为10-60℃之间。为了使工业铝型材挤压生产过程中挤压温度恒定在金属塑性*好的温度范围内,*好实行等温挤压。这是多年来工程技术人员探索的新工艺。要实现等温挤压需要具备很多条件,在挤压过程中各个环节都能自动调节,如铸锭温度、挤压筒温度都能梯度加热,模具进行冷却且可以调节温度,挤压速度能自动变化或采用等速挤压。另外更换模具后,由于挤压系数改变,上述各项条件也能做相应调整。可见要实现工业铝型材等温挤压是个很复杂的工艺。目前多采用对铸锭进行梯度加热的方法,做到近似等温挤压,也可以大大提高挤压速度和改善产品品质。随着电脑和数字化编程技术在工业上应用的逐步深入发展,现代挤压机也随之更新换代,配备有FI控制的等速挤压和TIPS控制的等温挤压。操作者只要选择按钮,依靠设备的自动化编程技术就可以获得所需要的等速挤压或等温挤压。
工业铝型材挤压温度是挤压生产过程中重要的工艺参数,为了降低金属的变形抗力,减小挤压力,需要提高工业铝型材挤压温度。但挤压温度提高到一定温度时,容易出现热脆现象,产生裂纹等缺陷。为避免这种现象,为提高挤压速度,需要降低挤压温度。这两个条件是相互矛盾的,为了既能降低变形抗力,又能采用较大的挤压速度,必须选择一个金属塑性*好的温度范围。但是工业铝型材挤压生产过程中,金属与挤压筒内衬、模具、垫片产生摩擦,以及金属本身产生变形等,会使金属的温度升高,往往会突破事先选好的挤压温度范围。实验证明:在整个挤压过程中挤压温度是逐渐升高的,挤压速度随着铸锭金属的减少而逐渐加快。因而工业铝型材产品尾端由于挤压温度的提高、挤压速度的加快而经常产生裂纹的现象。挤压过程中挤压温度的升高与工业铝型材的本性及挤压条件有关。对于工业铝型材而言,金属在模具出口处前后温度差为10-60℃之间。为了使工业铝型材挤压生产过程中挤压温度恒定在金属塑性*好的温度范围内,*好实行等温挤压。这是多年来工程技术人员探索的新工艺。要实现等温挤压需要具备很多条件,在挤压过程中各个环节都能自动调节,如铸锭温度、挤压筒温度都能梯度加热,模具进行冷却且可以调节温度,挤压速度能自动变化或采用等速挤压。另外更换模具后,由于挤压系数改变,上述各项条件也能做相应调整。可见要实现工业铝型材等温挤压是个很复杂的工艺。目前多采用对铸锭进行梯度加热的方法,做到近似等温挤压,也可以大大提高挤压速度和改善产品品质。随着电脑和数字化编程技术在工业上应用的逐步深入发展,现代挤压机也随之更新换代,配备有FI控制的等速挤压和TIPS控制的等温挤压。操作者只要选择按钮,依靠设备的自动化编程技术就可以获得所需要的等速挤压或等温挤压。
