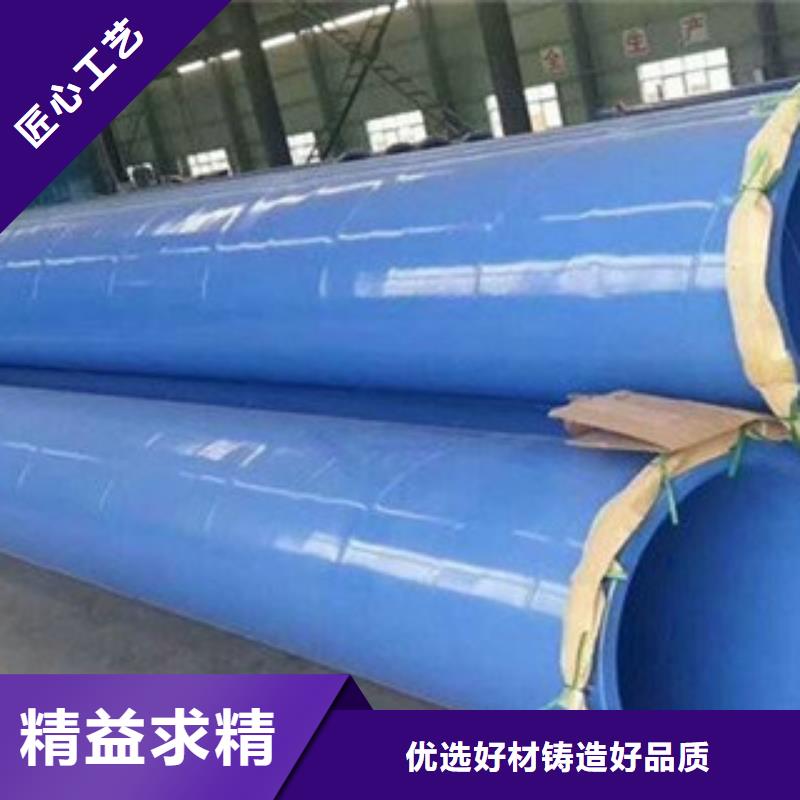




【环氧粉末防腐钢管】涂塑复合钢管精益求精的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。
以下是:【环氧粉末防腐钢管】涂塑复合钢管精益求精的图文介绍


、静水试验 每根钢管应做静水压试验而无渗漏现象,试验压力按下试计算 P=2ST/D 式中S—静水压试验的试验应力Mpa,静水试验的试验应力按相应钢带标准规定屈服度小值(Q235为235Mpa)的60%选取。 稳压时间:D<508试验压力保持时间不少于5秒; D≥508试验压力保持时间不少于10秒 4 无损检测 钢管的补焊焊缝、钢带对头焊缝及环向缝应进行X射线或超声波检验。对于可燃普通流体输送用的钢向的螺旋焊缝应进行SX射线或超声波检验,对用于水、污水、空气、采暖蒸汽等普通流体输送用的钢管的螺旋焊缝应进行X射线或超声波检验抽查(20%)。
根据螺旋钢管质量检验结果,通常将螺旋钢管分为三类:合格品、返修品和废品。合格品指外观质量和内在质量符合有关标准或交货验收技术条件的螺旋钢管;返修品指外观质量和内在质量不完全符合标准和验收条体,但允许返修,返修后能达到标准和验收条件的螺旋钢管;废品指外观质量和内在质量不合格,不允许返修或返修后仍达不到标准和验收条件的螺旋钢管。
废品又分为内废和外废两种。内废指在铸造厂内或铸造车间内发现的废品螺旋钢管;外废指螺旋钢管在交付后发现的废品,通常在机械加工、热处理或使用过程中才显露出来,其所造成的经济损失远比内废大。为减少外废,成批生产的螺旋钢管在出厂前 抽样进行试验性热处理和粗加工,尽可能在螺旋钢管厂内发现潜在的螺旋钢管缺陷,以便及早采取必要的补救指施。
根据螺旋钢管质量检验结果,通常将螺旋钢管分为三类:合格品、返修品和废品。合格品指外观质量和内在质量符合有关标准或交货验收技术条件的螺旋钢管;返修品指外观质量和内在质量不完全符合标准和验收条体,但允许返修,返修后能达到标准和验收条件的螺旋钢管;废品指外观质量和内在质量不合格,不允许返修或返修后仍达不到标准和验收条件的螺旋钢管。
废品又分为内废和外废两种。内废指在铸造厂内或铸造车间内发现的废品螺旋钢管;外废指螺旋钢管在交付后发现的废品,通常在机械加工、热处理或使用过程中才显露出来,其所造成的经济损失远比内废大。为减少外废,成批生产的螺旋钢管在出厂前 抽样进行试验性热处理和粗加工,尽可能在螺旋钢管厂内发现潜在的螺旋钢管缺陷,以便及早采取必要的补救指施。



多年来,兴昊管道有限公司始终坚持 辽宁鞍山3PE防腐钢管产品质量的高标准和严要求,按照价实求生存、质量求发展的企业原则,重合同、守信用、讲诚信,结合先进的工艺技术和测试手段,求精求益求质量,赢得了许多的 辽宁鞍山3PE防腐钢管回头客,深得各界的信赖和支持.


试样在位于两支承中间的集中负荷作用下,使其折断时,折断截面所承受的 正压力
8PL
对圆试样:σbb=——
πd
8PL
对矩形试样:σbb=——
2bh
式中 P——试样所承受 集中载荷(N)
L——两支承点间的跨距(mm)
d——圆试样截面之外径(mm)
b——矩形截面试样之宽度(mm)
h——矩形截面试样之宽度(mm)
标准分类编辑
承压流体输送,用螺旋缝埋弧焊钢管SY5036-2000,主要用于输送石油、天然气的管线;
承压流体输送用螺旋缝高频焊钢管SY5038-2000,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;
一般低压流体输送,用螺旋缝埋弧焊钢管SY5037-2000,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
8PL
对圆试样:σbb=——
πd
8PL
对矩形试样:σbb=——
2bh
式中 P——试样所承受 集中载荷(N)
L——两支承点间的跨距(mm)
d——圆试样截面之外径(mm)
b——矩形截面试样之宽度(mm)
h——矩形截面试样之宽度(mm)
标准分类编辑
承压流体输送,用螺旋缝埋弧焊钢管SY5036-2000,主要用于输送石油、天然气的管线;
承压流体输送用螺旋缝高频焊钢管SY5038-2000,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;
一般低压流体输送,用螺旋缝埋弧焊钢管SY5037-2000,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。



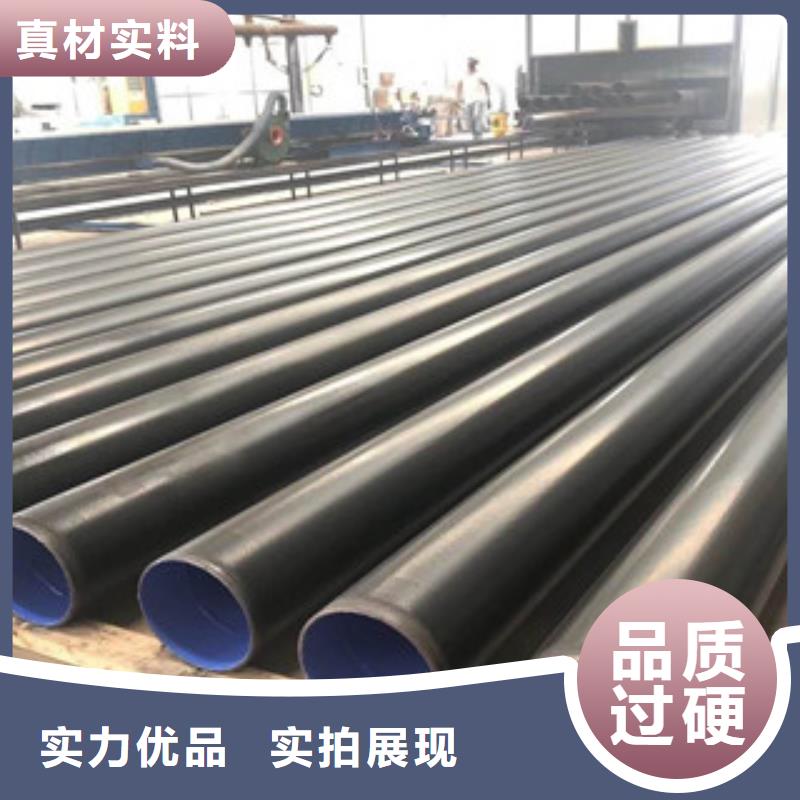
环氧粉末防腐钢管厂家如气缸或油缸,可以是无缝管,也有焊接管。螺旋管的化学成分有硅Si,锰Mn,铬Cr。lhwfafafafa8主要特点:钢管内外壁高精度,高光洁度,热处
理后钢管无氧化层,内壁清洁度高,钢管承受高压,冷弯不变形,扩口,压扁无裂缝,能作各种复杂变形及机械加工处理。钢管颜色:白中带亮,具有较高金属光泽。有更大的
灵活性,尤其在生产高钢级厚壁钢管,是大口径厚壁管方面具有其他工艺无法比拟的优势。所以用来生产气动或液压元件的产品可满足用户在钢管规格方面更多的要求,采用先
预焊后内外焊(精焊)的工艺,可在佳位置实现焊接,不易出现错边,焊偏和未焊透等缺陷,容易控制焊接质量,进行整体机械扩径,可有效地提高钢管的尺寸精。

