



想要真正了解直缝管-【无缝钢管】厂家案例产品的魅力吗?这个视频将以其无与伦比的视听效果,让您仿佛置身于产品的核心之中,感受其独特的魅力。
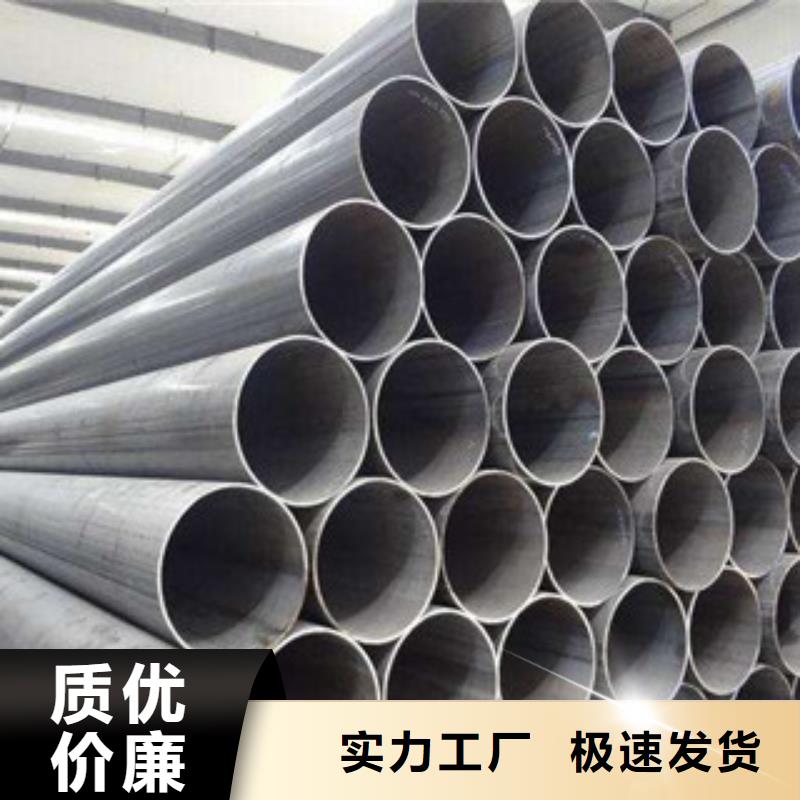
以下是:直缝管-【无缝钢管】厂家案例的图文介绍


UOE工艺:
所谓“UOE”工艺是钢板先经U成型,再经O成型和机械扩径(Expanding)它用三次液压成型得到开口的管体,再送往焊接工序。
钢板首先沿纵向将两边进行整边和倒角,在四个边角焊上定位及引焊贴片,然后送往压边机逐步沿纵向同时将两边预压成弧形,之后运往水压机上将平钢板压成U形,再运送到O成型水压机,由上下两个半圆形压模压成开口的管体。压制程序在的液压控制中进行,使开口管体有始终如一的公差精度。
UOE机组生产能力 ,产品质量好,是目前世界上生产高精度管线钢管主要的直缝埋弧焊管机组。
RBE(三辊弯板)工艺:
板边同样首先沿纵向将两边进行整边和倒角,之后平钢板在三辊弯板机上经反复滚压成圆形的开口管体,管体进入板边滚压机,同时将两边多次滚压使弧度与管径相吻合。这种成型方法,限制了成型管的厚度和生产小直径和厚壁管的可能性。
所谓“UOE”工艺是钢板先经U成型,再经O成型和机械扩径(Expanding)它用三次液压成型得到开口的管体,再送往焊接工序。
钢板首先沿纵向将两边进行整边和倒角,在四个边角焊上定位及引焊贴片,然后送往压边机逐步沿纵向同时将两边预压成弧形,之后运往水压机上将平钢板压成U形,再运送到O成型水压机,由上下两个半圆形压模压成开口的管体。压制程序在的液压控制中进行,使开口管体有始终如一的公差精度。
UOE机组生产能力 ,产品质量好,是目前世界上生产高精度管线钢管主要的直缝埋弧焊管机组。
RBE(三辊弯板)工艺:
板边同样首先沿纵向将两边进行整边和倒角,之后平钢板在三辊弯板机上经反复滚压成圆形的开口管体,管体进入板边滚压机,同时将两边多次滚压使弧度与管径相吻合。这种成型方法,限制了成型管的厚度和生产小直径和厚壁管的可能性。



钢兴钢管 有限公司是一家拥有超过15年 江西赣州合金管相关经验,高素质专业人才的 江西赣州合金管厂家,以苛刻的质量标准和产品创新能力为特色。作为您可靠的合作伙伴,我们提供周到的服务,包括开发,设计,制造,生产,订制等。我们会以j i大热情解决广大客户复杂的问题。我们可以根据客户特定图纸,生产出各式各样的 江西赣州合金管。请您信任我们在 江西赣州合金管领域的专业,并相信我们的服务品质。从设计到交货,钢兴钢管 有限公司的专业团队将致力于为客户提供高价值 江西赣州合金管产品。

机械扩径埋弧焊直缝钢管变形过程
根据钢管机械扩径过程的不同阶段,整个变形过程可以分为以弹性变形为主的整圆,塑性变形为主的扩胀变形和卸载回弹3个主要阶段。
1、整圆:钢管在扩径前经过成形、焊接等多道工序,其截面形状大多为近似椭圆,还存在一定的直线段和棱角。整圆就是将钢管截面由近似椭圆变成圆。
管壁在扩径头作用下,发生弯曲变形,随着扩径头的不断径向扩胀,椭圆长轴不断缩短,短轴不断伸长,终扩径头与钢管内壁完全贴合。这个阶段钢管的变形主要为弹性变形,只有形状变化。
2、扩胀变形:钢管在扩径头作用下,直径不断扩大,管壁不断减薄。开始时,钢管处于弹性变形阶段,当管体的应力达到管材屈服强度时,钢管便进入塑性变形阶段,发生变形。
3、卸载回弹:扩径头回撤,钢管变形有一定的弹性回复。
根据钢管机械扩径过程的不同阶段,整个变形过程可以分为以弹性变形为主的整圆,塑性变形为主的扩胀变形和卸载回弹3个主要阶段。
1、整圆:钢管在扩径前经过成形、焊接等多道工序,其截面形状大多为近似椭圆,还存在一定的直线段和棱角。整圆就是将钢管截面由近似椭圆变成圆。
管壁在扩径头作用下,发生弯曲变形,随着扩径头的不断径向扩胀,椭圆长轴不断缩短,短轴不断伸长,终扩径头与钢管内壁完全贴合。这个阶段钢管的变形主要为弹性变形,只有形状变化。
2、扩胀变形:钢管在扩径头作用下,直径不断扩大,管壁不断减薄。开始时,钢管处于弹性变形阶段,当管体的应力达到管材屈服强度时,钢管便进入塑性变形阶段,发生变形。
3、卸载回弹:扩径头回撤,钢管变形有一定的弹性回复。

