


以下的钢板低温管产地批发视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。几十秒就能了解产品魅力。
以下是:广东揭阳钢板低温管产地批发的图文介绍
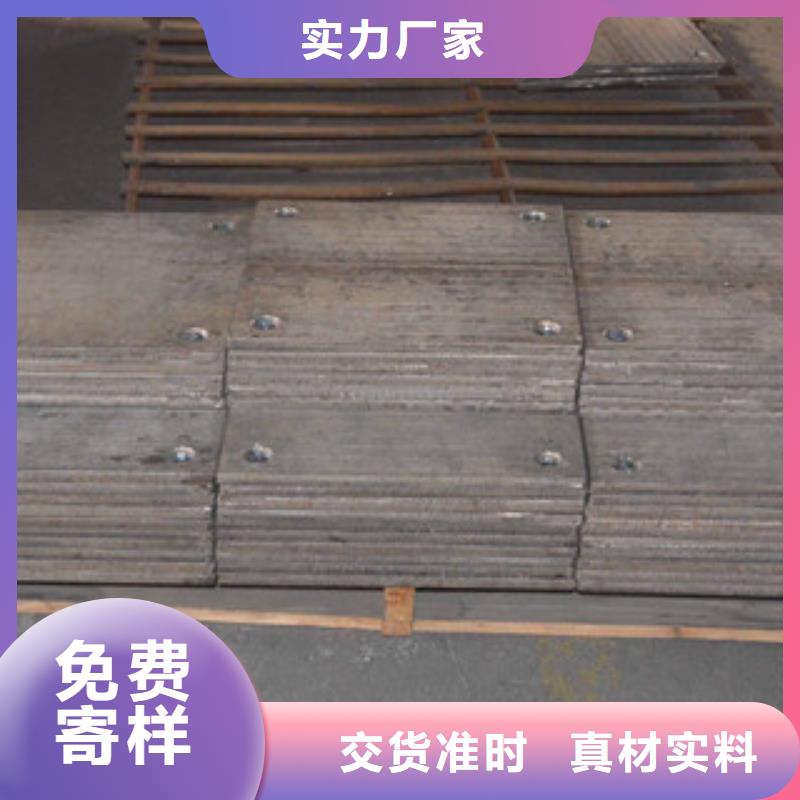
产品特点图

但是,由于碳氢基团的热解吸以及结构的重组降低了薄膜的厚度,并且热解吸还导致薄膜的疏水性能降低。其次真空热处理降低了薄膜的漏电流,并且使SiCOH/Si界面的界面态发生改变。
(1)焊接方法。复合耐磨板对过热十分敏感,因此宜采用焊条电弧焊和TIG焊等焊接热输入较低的焊接方法,也可以MIG和埋弧焊,电渣焊与气焊引起晶粒粗大,不宜采用。
(2)焊接材料的选用。复合耐磨板焊接可以采用同质焊接材料,也可采用异质焊接材料。前者的化学成分应与母材相近,后者主要是奥氏体钢型焊接材料,通常用于不允许进行预热或焊后热处理的场合,对于要求耐高温腐蚀和抗氧化的焊接接头,应优先使用同质材料。
(3)焊接热输入。复合耐磨板的突出问题是接头脆化,主要原因之一是过热区晶粒长大。长大程度取决于接头所达到的 温度及其停留时间。为了避免在高温下长时间停留而导致粗晶和σ相析出脆化,应采用尽可能低的热输入。
(1)焊接方法。复合耐磨板对过热十分敏感,因此宜采用焊条电弧焊和TIG焊等焊接热输入较低的焊接方法,也可以MIG和埋弧焊,电渣焊与气焊引起晶粒粗大,不宜采用。
(2)焊接材料的选用。复合耐磨板焊接可以采用同质焊接材料,也可采用异质焊接材料。前者的化学成分应与母材相近,后者主要是奥氏体钢型焊接材料,通常用于不允许进行预热或焊后热处理的场合,对于要求耐高温腐蚀和抗氧化的焊接接头,应优先使用同质材料。
(3)焊接热输入。复合耐磨板的突出问题是接头脆化,主要原因之一是过热区晶粒长大。长大程度取决于接头所达到的 温度及其停留时间。为了避免在高温下长时间停留而导致粗晶和σ相析出脆化,应采用尽可能低的热输入。

适用范围


本页面的关键词包括鑫铭万通商贸(揭阳市分公司)的 喷漆无缝管;通过希望您可以关注到 喷漆无缝管的产品介绍并致电咨询;



为什么选择我们

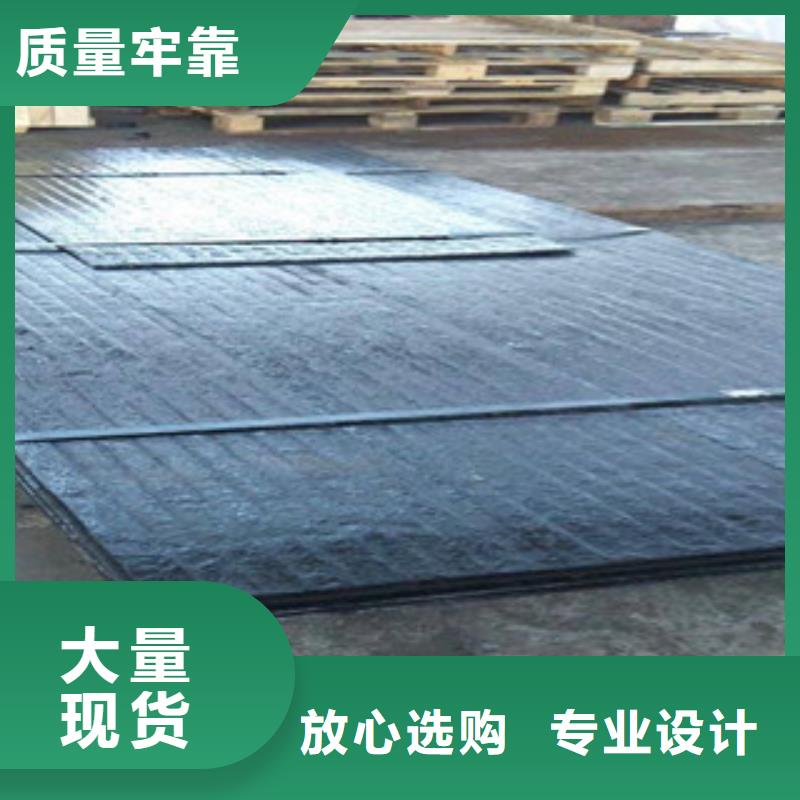
双金属耐磨板质高价低
双金属耐磨板焊接工艺的关键
采用常用的焊接方法焊接时,要保证焊缝和过热区的低温韧性,这是双金属耐磨板焊接工艺的关键。
双金属耐磨板多用于制造低温压力容器,必须防止在制造过程中产生引起脆性破坏的一切因素。焊接工艺应特别注意以下几点:
① 焊条、焊剂使用前需要在330~480℃保温1~2h烘干;焊丝去除油锈;焊接坡口焊前把水、锈、油污等干净。
② 定位焊道长度应不小于40mm。

