以下是:珩磨管,绗磨管一站式采购方便省心的产品参数
| 产品参数 |
|---|
| 产品价格 | 6000/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 0.1吨 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20# |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 金属色 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 机械加工 油缸 |
|---|
| 是否进口 | 否 |
|---|
以下是:珩磨管,绗磨管一站式采购方便省心的图文视频
珩磨管,绗磨管一站式采购方便省心,九冶管业有限公司为您提供珩磨管,绗磨管一站式采购方便省心产品案例,联系人:高经理,电话:18906359513、17706353138,QQ:3573482096,发货地:开发区丁快工业园发货到广东省 珠海市 香洲区、斗门区、金湾区。 广东省,珠海市 2022年,珠海市地区生产总值4045.45亿元,同比增长2.3%。其中,产业增加值为60.52亿元,同比增长7.2%;第二产业增加值为1808.08亿元,同比增长7.1%;第三产业增加值为2176.86亿元,同比下降1.4%。
想要更直观地了解珩磨管,绗磨管一站式采购方便省心产品吗??产品视频,带你走进产品世界
以下是:珩磨管,绗磨管一站式采购方便省心的图文介绍

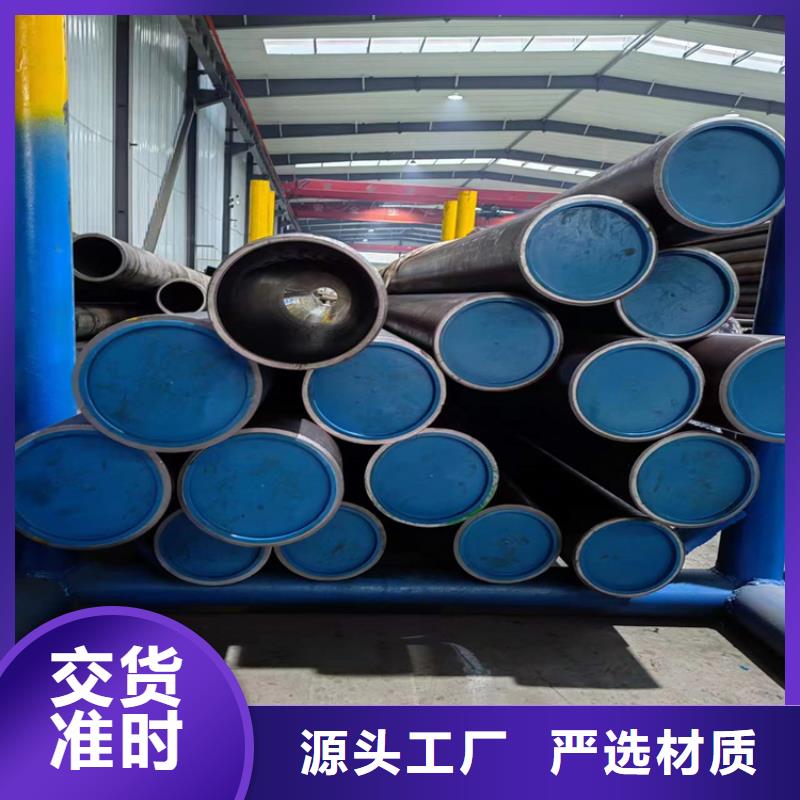
热轧绗磨管后的区别绗磨管用连铸圆管坯板坯或初轧板坯作原料,珩磨管经步进式加热炉加热,高压水除鳞 入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。要有可能的密封,防止 。免费解答耐磨性好,镀铬层随工艺规范不同,可获得不同的硬度400~1200HV。 摩擦系数约为钢与铸铁的50%,并有抗粘附性。高品质低价格45#厚壁绗磨管广泛用于机械 ,这种钢的机械性能很好。但是这是 种中碳钢,淬火性能并不好, 45号钢可以淬硬至HRC42~46。所以如果需要表面硬度,又希望发挥45#钢优越的机械性能,常将45#钢表面渗碳淬火,绗磨油缸管与滚压油缸管的区分及优点 到底有哪些区别,具体分析如下。用镶嵌在珩磨头上的油石(也称珩磨条)对精加工表面进行的精整加工(见切削加工)。珩磨主要用于加工孔径为5~500毫米或更大的各种圆柱孔,如缸筒、阀孔、连杆孔和箱体孔等,孔深与孔径之比可达 甚至更大。


珩磨管珩磨加工后表面质量好,有利于润滑油的存储及油膜的保持,有较高的表面支承率,因而能承受较大载荷,耐磨损,从而提高了产品的使用寿命;加工范围广,主要加工各种圆柱形孔,用专用珩磨头,还可加工圆锥孔、椭圆孔等。加工精度高,特别是一些中小型的光通孔,其圆柱度可达 0.001mm以内。一些壁厚不均匀的零件,其圆度能达 0.002mm。对于大孔,圆度也可达 0.005mm,珩磨比磨削加工精度高。



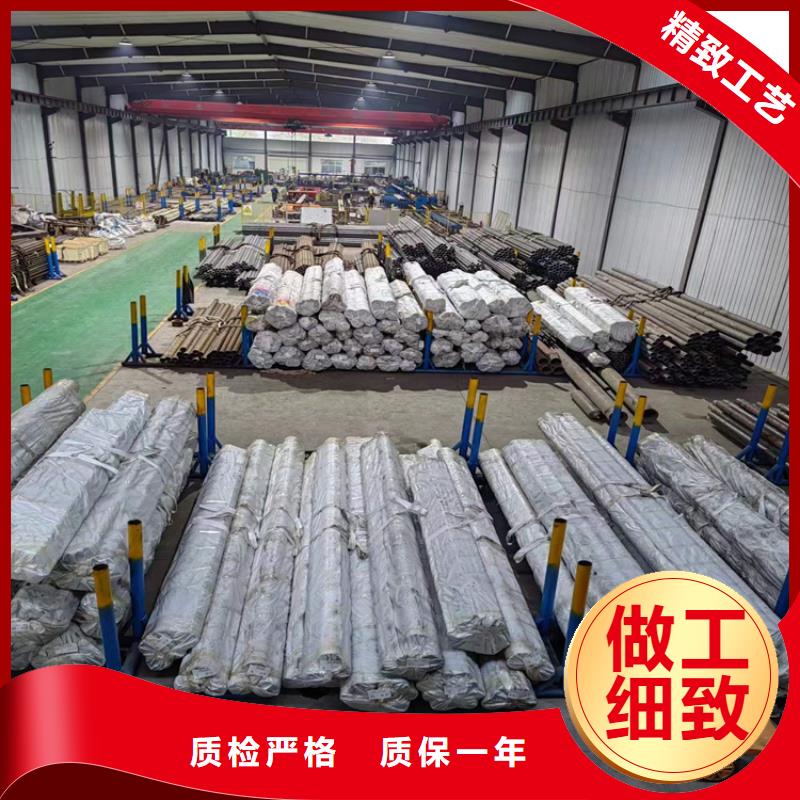
绗磨管加工工艺原理绗磨管的加工是采用滚压加工,珩磨管钢管表面留有的应压力,对于表面微小裂纹有很好的封闭作用,能防止表面受到侵蚀。从而提高了表面的抗腐蚀能力,并能减少裂纹的产生和扩大,这样加强了绗磨管的抗压强度。通过滚压成型的绗磨管,能在表面形成一层冷作硬化层,减少磨削副接触表面的弹性和塑性变形,从而提高了耐磨性,避免因磨削产生的烧伤。滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。



九冶管业有限公司是精于 广东珠海油缸管系列产品的应用研究和开发,致力于广大客户提供专业化和个性化服务的公司。我们专业生产 广东珠海油缸管等。公司主营产品 广东珠海油缸管。九冶管业有限公司诚始终坚持以“品质是企业的生命”这一理念永续经营,本着“质量至上诚信经营”的经营理念及“用心服务感动客户”的销售理念去赢得客户赢得市场,持续不断为广大客户提供z u i的 广东珠海油缸管解决方案,勤劳和真诚的我们愿与您携手共进,共赢未来!


有一种过程控制方法能缩短珩磨时间,珩磨管易于让在整个齿面上保持理论上的线接触。因此减少了磨具与工件的点接触。尽管这可能有悖于产生较大残余压应力的要求,但应力依然会使之保持理论线接触。连续改变接触条件会产生良好的动态特性,不会因摆动角度使机床部件产生严重颤振。珩磨过程中,单面线接触珩磨时这类动态特性会对机床产生严重影响。为减小这种影响,要尽可能地采用双面线接触。系列化生产中,数控珩磨机由此而引发的对珩磨过程中利用机床运动链实施齿面修形过程的限制,可予忽略。但在工装中要建立轮廓修形。关于单面或双面接触,所涉及的或是磨具齿面,或是工件齿面。在加工过程中有一个以上的齿在保持接触。这就表示珩齿过程是一种连续接触的转动过程。这是使齿轮低噪声运行的一项很重要的决定性因素。


选购珩磨管,绗磨管一站式采购方便省心来广东省珠海市找九冶管业有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:高经理-17706353138,{QQ:3573482096},地址:[开发区丁快工业园]。