

联系我们

您也许对新疆本地以下产品新闻也感兴趣
- C型钢TU00无氧铜放心得选择
- 泡沫滤珠-PAM阴离子实体诚信厂家
- 【焊管】槽钢正品保障
- 石英砂纤维球源厂定制
- 塑料盲沟-【三维土工网垫】自产自销
- 移动剪叉式升降机导轨式液压货梯工期短发货快
- AS9100认证ISO13485认证一站搞定
- 纤维球-【无烟煤滤料】工厂认证
- 环保油植物油燃料-无醇燃料技术培训现货充足
- 植物油燃料厂家【植物燃料油配方】值得买
- 服务为先【鑫康】档案室手摇密集柜
- 乡镇公交候车亭品质放心
- 石家庄市水下安装气囊封堵公司-提前电话联系商量
- 铜绞线黄铜棒欢迎来电询价
- 智能公交站台候车亭 制作仿古候车亭 不锈钢候车亭定制 户外太阳能候车亭 乡镇复古候车亭 新款智能电子系统候车亭 城市道路公交候车亭 公园巴士候车亭 不锈钢候车亭厂家 乡村简约不锈钢候车亭 滚动灯箱公交候车亭 智慧公交站台候车亭现货供应
当前位置:
武汉 华宇诚数控科技有限公司 >新疆本地产品推荐News
数控等离子切割机【卷料激光切割机】通过国家检测
更新时间:2025-01-31 08:14:58 浏览次数:27 公司名称:武汉 华宇诚数控科技有限公司
以下是:数控等离子切割机【卷料激光切割机】通过国家检测的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电仪 |
| 发货期限 | 3天 |
| 供货总量 | 999 |
| 运费说明 | 供方支付 |
| 最小起订 | 1 |
| 是否厂家 | 生产厂家 |
| 产品材质 | 钢结构 |
| 产品品牌 | 华宇诚数控 |
| 产品规格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
| 加工定制 | 是 |
| 产品型号 | YCLM-4000 |
| 质保时间 | 2年 |
| 适用领域 | 金属钢板切割 |
以下是:数控等离子切割机【卷料激光切割机】通过国家检测的图文视频



在新疆采购数控等离子切割机【卷料激光切割机】通过检测请认准华宇诚数控科技有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:-18986290037,QQ:1051088151,地址:武汉江夏区庙山工业园特1号发货到新疆 乌鲁木齐市、克拉玛依市、伊犁市)。 新疆维吾尔自治区 新疆维吾尔自治区地处亚欧大陆腹地,陆地边境线5600多千米,周边与俄罗斯、哈萨克斯坦、吉尔吉斯斯坦、塔吉克斯坦、巴基斯坦、蒙古、印度、阿富汗八国接壤,在历史上是古丝绸之路的重要通道,是第二座“亚欧大陆桥”的必经之地,战略位置十分重要。新疆维吾尔自治区有56个民族成份,主要居住有汉族、维吾尔族、哈萨克族、回族、蒙古族、柯尔克孜族、锡伯族、塔吉克族、乌孜别克族、满族、达斡尔族、塔塔尔族、俄罗斯族等民族。
我们的现场实拍视频将带您走进数控等离子切割机【卷料激光切割机】通过检测产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
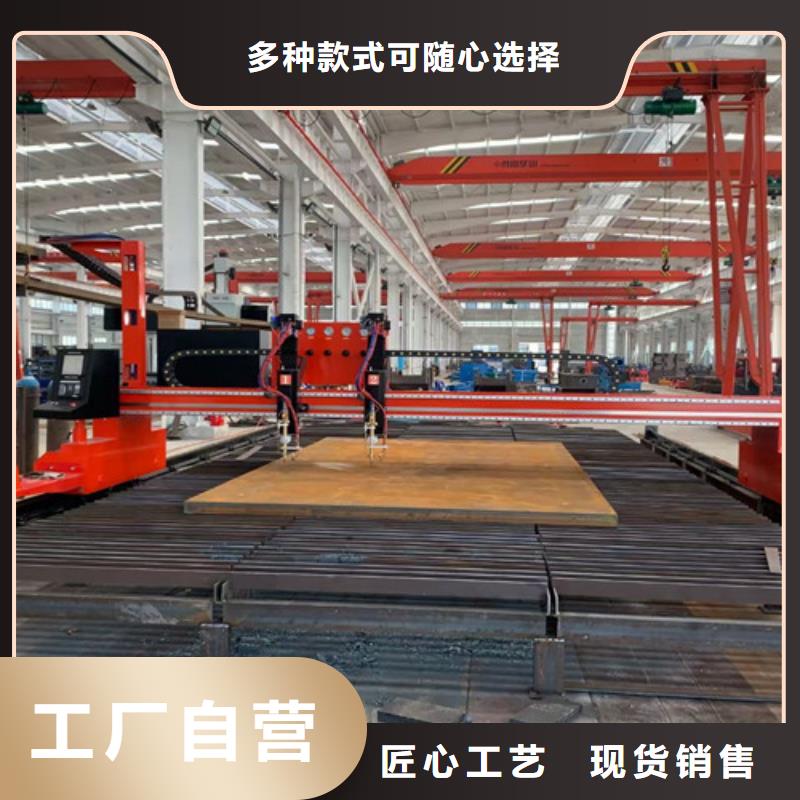
以下是:数控等离子切割机【卷料激光切割机】通过检测的图文介绍


数控等离子切割机喷嘴高度
数控等离子切割机喷嘴高度是指喷嘴端面与切割表面的距离,它构成了整个弧长的一部分。由于等离子弧切割一般使用恒流或陡降外特征的电源,喷嘴高度增加后,电流变化很小,但会使弧长增加并导致电弧电压加大,从而使电弧功率提高;但同时也会使暴露在环境中的弧长增长,弧柱损失的力量增多。
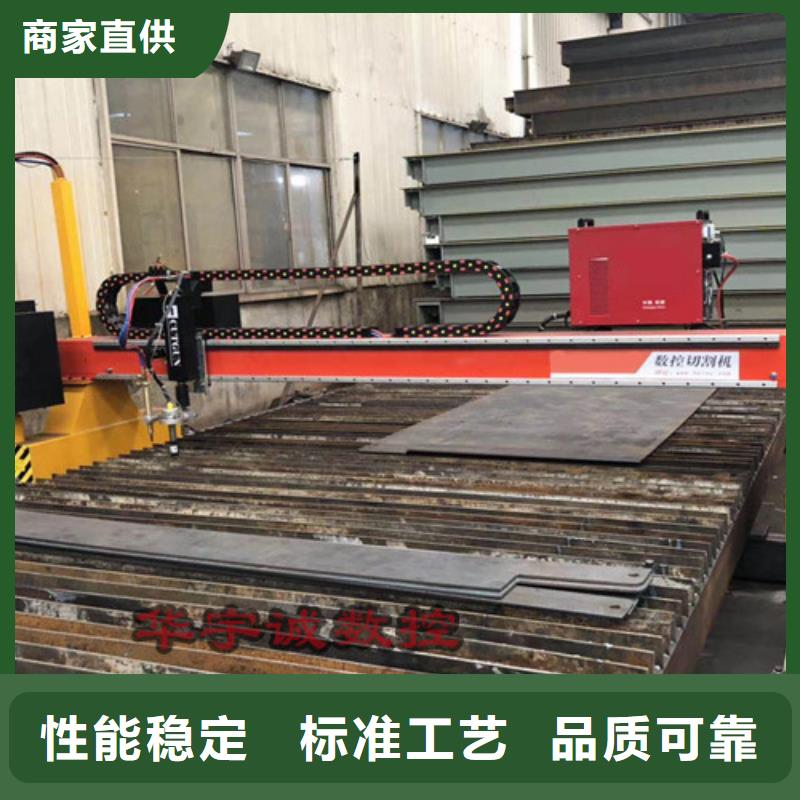
在两个因素综合作用的情况下,前者的作用往往完全被后者所抵消,反而会使有效的切割力量减小,致使切割能力降低。通常表现是切割射流的吹力减弱,切口下部残留的熔渣增多,上部边缘过熔而出现圆角等。另外,从等离子射流的形态方面考虑,射流直径在离开割炬口后是向外膨胀的,喷嘴高度的增加必然引起切口宽度加大。所以,选用尽量小的喷嘴高度对提高切割速度和切割质量都是有益的,但是,喷嘴高度过低时可能会引起双弧现象。采用陶瓷外喷嘴可以将喷嘴高度设为零,即喷口端面直接接触被切割表面,可以获得很好的效果。



华宇诚数控科技有限公司宗旨:诚信立足,创新致远,以 新疆光纤激光切割机床质量求生存,以信誉求发展,赢得了各界用户的好评,是目前理想的 新疆光纤激光切割机床产品。公司实力和 新疆光纤激光切割机床产品质量获得业界的认可。华宇诚数控科技有限公司欢迎各界朋友莅临参观、指导和业务洽谈。


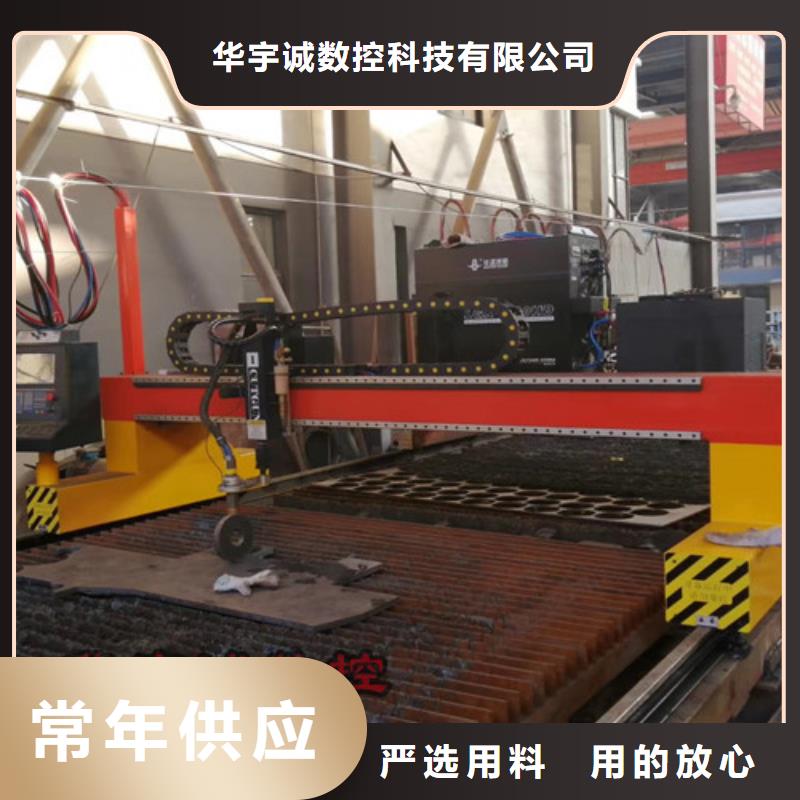
近年来数控等离子切割机越来越受到广大用户的青睐,主要优点是切割效率高、切割变形小、耗材成本低(相比火焰切割),还有就是技术成熟,全国各地都有生产厂家,价格也越来越便宜,几万几十万的都有,符合各行各业的不同需求。今天要讲的就是怎样正确的调整数控等离子切割机电流、弧压、速度、钢板高度这些参数,合理的参数将会提高生产效率、切割质量,以及延长耗材使用寿命,终达到降低生产成本的目的。首先讲一下几个参数的定义:1、电流:等离子切割机的切割电流。2、弧压:切割过程中等离子正负极之间的电压。3、速度:割枪在切割过程中行走速度。4、定位高度:切割开始前割枪停止在那与钢板之间的距离。5、穿孔高度: 穿孔瞬间割枪与钢板之间的距离。6、切割高度:正常切割过程中割枪与钢板之间始终保持的距离。7、气压:切割用压缩空气的压力。



数控等离子切割机系统具有的优势
专用数控系统应用于等离子弧切割,相比火焰切割将存在质的不一样,很多用户都不明白这点。业内人士都晓得切割专用数控系统关于切割零件的轮廓速度控制与切割技术的需求永远是对立的。
切割技术通常需求对于所切割的零件轮廓速度要相同,可是又为了确保机床的切割平稳又必须在各个角落处进行减速、加快操作,然后会带来在角落处的切割质量降低。
关于火焰切割,因为切割速度是十分慢的,所以对各个角落处的切割质量影响不大,而关于等离子弧切割,跟着切割速度越大,各个角落处的切割质量就越差,特别薄板切割就愈加显着了,所以关于数控系统就提出了更高需求。
在切割前进行角落处速度预处理,依据角落线段的相交角和系统参数"离心加快度"以及当时设定的切割速度来归纳计算角落处应减到的速度,然后尽量保持切割速度。就象开车,在不一样大小的转弯处,采纳不一样的速度,而国内大多数系统没有角落处速度预处理功能,因此用户能够很简单依据角落的速度改变来判别系统的好坏。


数控等离子切割是集数控、等离子和逆变电源技术于一体的高新技术,相对数控火焰切割具有切割速度快、效率高、切割面质量好、切割尺寸、工件热变形小等优点,在铁路、船舶、航空和机械制造等制造业中得到广范应用。目前,制备车间有两台数控等离子切割设备,主要用于长大配件、形状复杂的异形工件的切割下料,尤其是在当前公司小批量多品种订单较多的生产形势下,数控等离子切割的优势愈加明显。本文主要针对数控切割过程中出现的常见质量问题进行原因分析,并提出了解决和控制措施。1.数控等离子切割的工作原理数控等离子切割是以高温、高速的等离子弧为热源,以压缩气体为工作介质 , 通过被压缩气体电离形成高温、高速的等离子电弧 , 将被切割的金属或非金属局部熔化(或蒸发),同时用高速、高压气流将已熔化的金属或非金属“吹离”基体而形成狭窄而光洁切口的一个过程,如图1所示。图片图 1 数控等离子切割示意2.影响数控等离子切割的因素分析与控制措施数控等离子切割常见的质量缺陷有:穿孔缺陷、切割变形、熔渣、断面倾斜以及波纹等。而在实际生产中影响切割质量的因素主要有:切割程序代码、原材料平面度及内应力、起收弧缺陷、切割速度、切割顺序、弧压高度等,这些因素控制不当都会产生质量缺陷,因此如何采取控制措施质量缺陷是我们需要解决的主要问题。(1)切割程序代码 数控等离子切割是通用数控程序代码来实现产品加工的,因此程序代码的正确与否,直接影响产品切割质量。在车间以往的切割生产中,曾发生过因程序代码错误和错误调用产生的质量问题。控制措施:解决这一问题就要从源头上加以控制,一是增加数控程序的校核过程,确保切割代码正确性;二是建立程序和图纸的资源库,减少因多次编制造成的错误概率增加;三是对程序进行统一编号,规范管理,如:利用物料代码的性对程序进行编码,可以避免因程序调用错误产生质量问题。(2)原材料的不平度和内应力 原材料的不平度和内在应力,对切割质量的影响非常大。目前车间使用的大部分原材料在切割前都要经过预处理线抛丸除锈和底漆喷涂,尤其是2~8mm的卷板,在经过抛丸处理以后,内部应力分布不均匀,板材会产生不同程度的变形,影响数控等离子切割的尺寸精度。控制措施:针对原材料不平度和内应力,可以在切割前,对原材料增加一道校平工序,进一步释放板材内在应力,一般将板材的平面度控制在≤2mm/m2,能够有效保证切割产品质量。(3)起收弧缺陷 起收弧缺陷是等离子切割件中常见的切割缺陷。起弧缺陷一般是由板料不平、工件切割过程中发生变形或位移,起弧线、补偿值设置不合理等原因造成的。由于板料不平,工件和母板脱离时会向下掉落,掉落瞬间会被等离子流灼伤,造成起弧缺陷。控制措施:根据实际情况设置提前收弧时间,使工件掉落时刚好停弧或者在编程时去掉引出线。另外对于工件切割过程中发生变形或位移,产生的起收弧微小缺陷可以通过设置四分之一圆弧的起收弧线来弥补。(4)切割速度 切割速度主要是影响切割断面的斜度和波纹。切割速度加快会导致切口斜度变大,过快会在切口处出现波纹和毛刺,甚至会无法切透或断弧。切割速度过慢也会出现毛刺,并会使切缝变宽,影响工件尺寸与质量,降低了切割效率。控制措施:数控等离子切割不同厚度的钢板时,需选择不同型号割嘴和耗材,同时也对应着不同的切割速度和切割参数设置。附表是本人针对精细等离子切割机整理的常用板材选择割嘴和切割速度。精细等离子常用板材切割速度图片(5)切割顺序 切割顺序的选择对于保证切割质量也非常关键。尤其是在多种配件数控套裁下料时,切割顺序的选择将影响整张板材的成品率。在车间D11配件生产中,就出现了因切割顺序选择不当造成母材变形产生位移,使后续产品无法完成切割情况。控制措施:切割顺序选择应遵循先内后外,先小后大的原则;即先切割工件内轮廓,后切割外轮廓;先切割母材中面积小的零件,后切割大尺寸的零件,可使尺寸大的零件周边的材料质量变轻,有利于减小大尺寸零件切割时产生的热变形偏差;此外,在能保证的切割质量的前提下,应尽量选择近的切割路线。(6)弧压高度控制 弧压高度是指在切割过程中等离子割炬与工件表面的高度距离,弧压的高度主要会影响工件切口的断面质量,因此弧压控制也很重要,控制不当会导致断弧或熔切不透。控制措施:在实际切割过程中 ,调整割炬高度与电弧压力:割炬高度一般应在 3~6mm 之间,根据实际板厚与板料的不平度情况微调割炬高度与电弧压力,在其他因素不变的情况下可减小切口的斜度,改善切口质量,减少断弧率,达到更加理想的效果。、3.结语综上所述,根据数控等离子切割工艺的特点和规律,通过采取得当措施就可减少切割缺陷、控制切割质量。总之,数控等离子切割机的切割质量控制除了以上提到的因素外还有其它影响因素,需要我们在实际操作中总结经验并不断改进。随着数控技术自动化、柔性化、集成化、高速化的发展,我们相信数控切割技术的应用会越来越广泛,而数控等离子切割技术也将会越来越完美。



今年在新疆购买数控等离子切割机【卷料激光切割机】通过检测有了新选择,华宇诚数控科技有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的数控等离子切割机【卷料激光切割机】通过检测产品。如需购买或咨询,请随时联系我们,联系人:-18986290037,QQ:1051088151,地址:江夏区庙山工业园特1号。