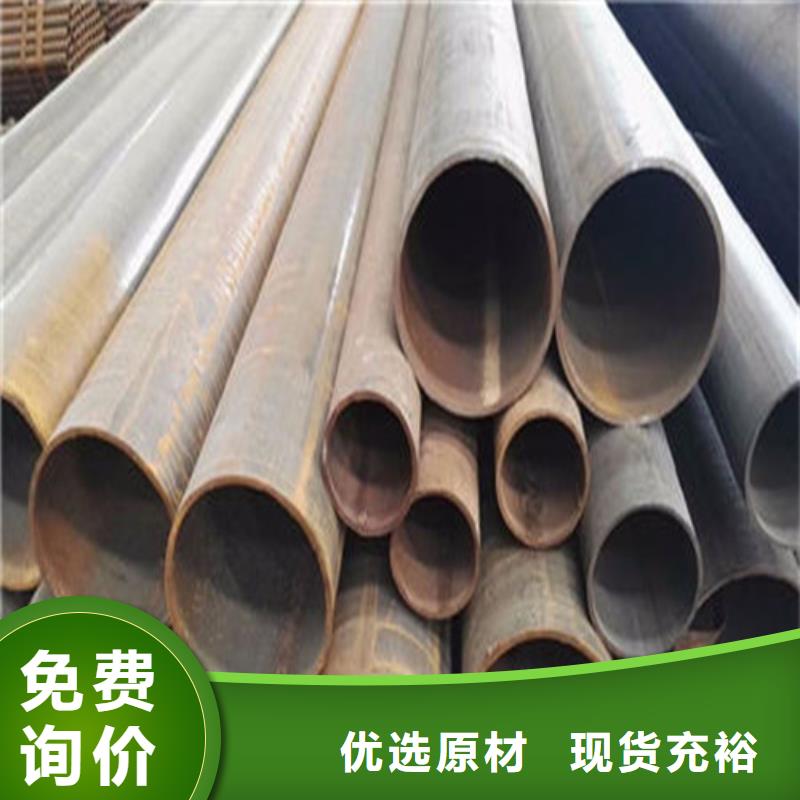

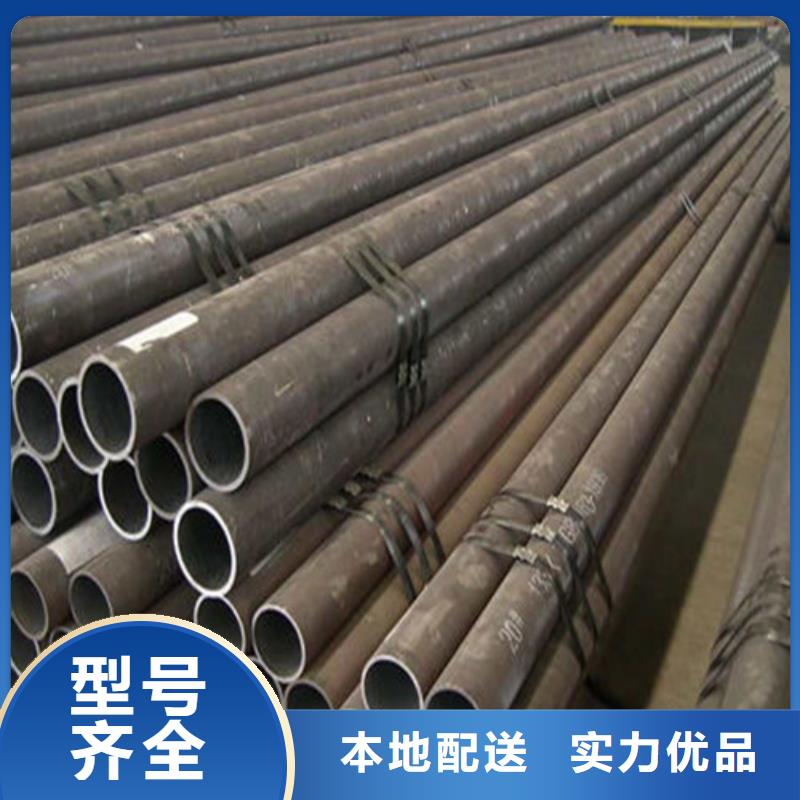

准备好领略无缝钢管高压锅炉管精心产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
以下是:无缝钢管高压锅炉管精心的图文介绍



准中内毛刺的残留高度大致上规定了两档精度: 档(O.127mm;第二档0.254mm)。焊管的物理无缝化几何无缝化处理后的焊管虽然外表上已几乎看不到焊缝,但焊缝内部的金相组织与母材仍有较大区别,焊缝区的机械性能较低。为此,需要经过热处理细化焊缝区的晶粒、去除焊接应力,实现与母体金相组织、机械性能的一致化,这个过程我们称之为焊管的物理无缝化。 碳钢管通常采用退火处理,而不锈钢则采用固溶处理。几何无缝化—内外毛刺技术通常一个完整的内毛刺系统由刀具、支持系统和调控系统三个部份组成,其技术关键在于刀具的形状和寿命。内毛刺的余高一般控制在0.2mm以内,甚至0.1mm以内。外毛刺技术较为简单,于管体外装外毛刺刮刀即可。物理



[城市鼎财金属制品有限公司专业从事 河南周口螺旋管的研究、销售及售后为一体的综合型企业。一直以来,公司在发展中不断完善生产管理,扩大生产规模,拥有一批高素质的专业人才及完 善的生产配套设备,公司遵循“质量立企、诚信为本、信誉至上”的经营理念,以“企业发展、员工成长”为企业文化,以“以人为本、、专业创新、客户满意”为质量方针,发扬“敬业、创新、沟通、拼搏”的企业精神,持续进行技术创新和管理创新,积j i参与国际竞争与合作,力争长期保持行业之魁 !


厚壁无缝钢管的横截面呈椭圆形,原因是厂家为了节约材料,成品辊前二道的压下量偏大,这种螺纹钢的强度大大地下降,而且也不符合螺纹钢外形尺寸的标准。优质厚壁无缝钢管的成分均匀,冷剪机的吨位高,切头端面平滑而整齐,而材由于材质差,切头端面常常会有掉肉的现象,即凹凸不平,并且无金属光泽。而且由于材厂家产品切头少,头尾会出现大耳子。厚壁无缝钢管材质含杂质多,钢的密度偏小,而且尺寸超差严重,所以在没有游标卡尺的情况下,可以对它进行称量核对。 比如对于螺纹钢20,标准中规定 负公差为5%,定尺9M时它的单根理论重量为120公斤,它的小的重量应该是:120X(l-5%)=114公斤,称量出来单根的实际重量比114公斤小,则是厚壁无缝钢管,原因是它负公差超过了5%。 机械行业是钢管消费大户,主要有油、气缸用管,液压件用管,轴、轴类及辊类用管,机械设备输气、液用管;无缝钢管占机械行业用钢量的4%,因此评估2017年机械行业用钢管量为600万吨。



美国《普林斯顿报告》和我国石化等各个行业的实践为我们钢管业发展方向树立了一种观察标杆,启示我们:中国今后发展无缝钢管和发展焊管都应当向技术高层次方向发展。无缝化钢管依据成型方式不同分为无缝钢管、焊接钢管和热扩管等几类。无缝钢管执行标准为《低中压输送流体用无缝钢管》(GB/T8163-1999),是指利用柱状钢坯加热,模具穿孔方式生产的热轧钢管和利用冷拔机组将原管拉伸方式生产的冷拔钢管。该类钢管特点为管径大、直度好、壁厚大、产量低、耗能大、成本高、长度10米左右且非定尺,另外一个重要特征是所有钢管均有偏壁现象,即壁厚不均匀,偏差较大。 焊接钢管目前根据焊缝形式不同分为直缝焊接钢管、螺旋焊接钢管两种,直缝焊接钢管就焊接工艺不同又分为直缝电阻焊钢管(ERW)和直缝埋弧焊钢管(LSAW),执行标准为《低压流体输送用焊接钢管》(GB/T3091-2001),焊接钢管均是利用轧辊等模具将带钢延圆形渐开线逐步卷为圆形,再通过埋弧、电阻等不同焊接方式焊接成型生产的钢管。该成型方式的特点是产品产量高、成本低、耗能小、长度可以达16米且可以定尺、直径及壁厚可良好控制,缺点主要是目前国内钢管生产设备技术落后,导致焊缝部分强度不足,壁厚一般国内无法做厚。