


以下是立式承压水罐厂家供应辉煌的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
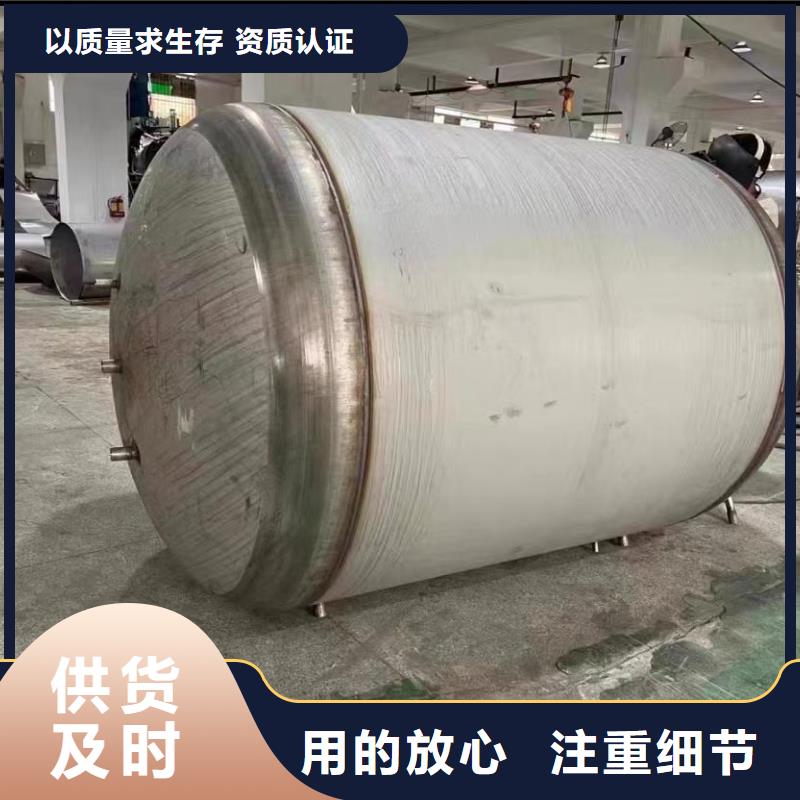
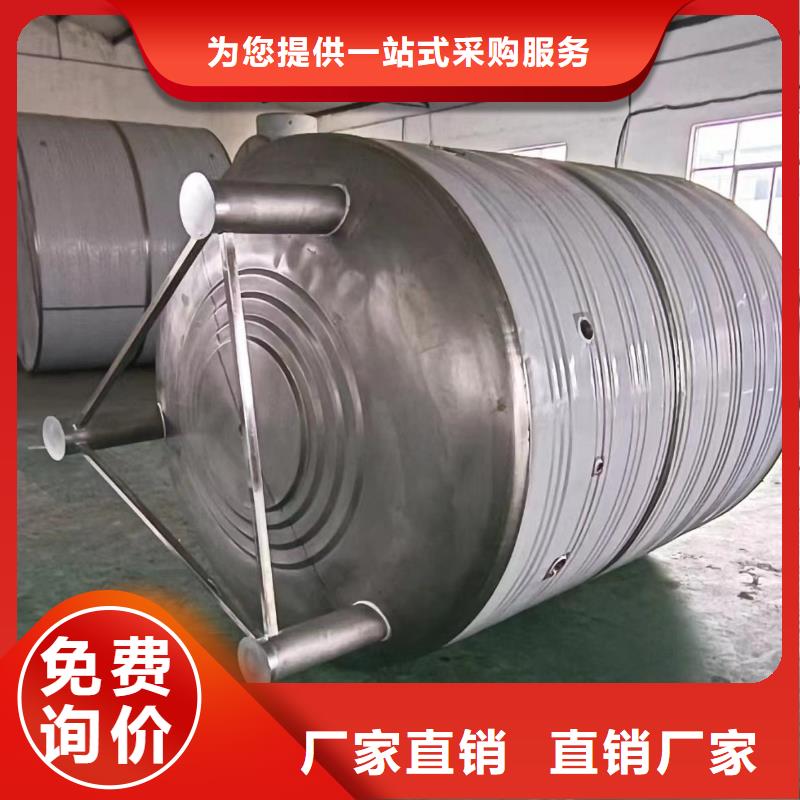
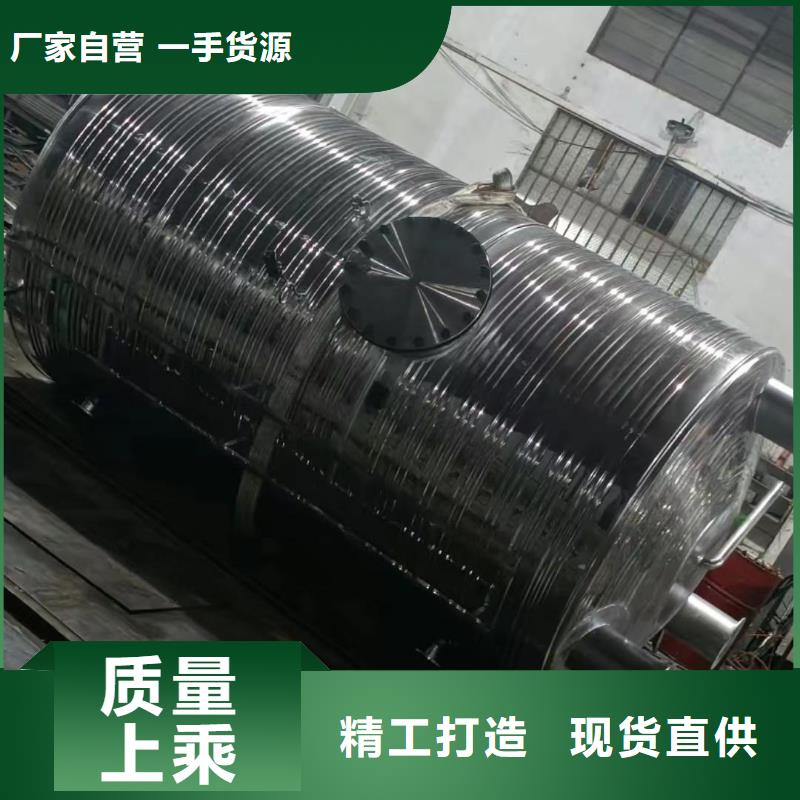
以下是:立式承压水罐厂家供应辉煌的图文介绍

煌供水设备有限公司(承德分公司)不仅在发 不锈钢消防水箱市场及行业中有着良好的声誉,在公司管理上更有着系统的组织架构,的管理团队,积j i向上的工作氛围,以及为实现新的战略目标同心协力的员工。


b)圆筒的圆度允差:承压保温水箱
对内压容器:e≤1%Di且e≤25mm;
对外压容器:由工艺人员按GB150-1998要求确定;
换热器壳程圆筒圆度要求见换热器制作;
对有特殊要求的圆筒,圆度应符合工艺卡或图纸要求。
2.5、本地无折边锥形封头的下料与成型
2.5.1、本地施工人员按图纸或工艺卡的要求放出实样,放好的实样须经检验人员检验,确认无误后方可下料。
2.5.2、本地如因板料等关系需要拼接时,拼缝应是母线方向与环向,拼缝组对应符合筒体对接偏差要求。



d)承压保温水箱筒节端面倾斜度小于2mm。
e)筒节展开后的对角线允差应不大于3mm 。
f)当相邻两节筒体(或封头)壁厚不一致时,应保持内径一致。
2.2.4、附近筒节板料正确画线后,应在料线上打上洋冲印子,以检查剪切后材料尺寸是否正确。对不锈钢及有特殊要求的钢种,应用使用色笔画线做印记。
2.2.5、附近钢板上划线后,应在钢板上进行材料标记移植,并做好工作令号、附近零件号等相关标记。
2.2.6、附近划好线的板料尺寸须经检验人员复验,确认无误后方可下料。
a)对碳钢S≤14mm或不锈钢S≤12mm,可剪切(按实际剪切能力而定)。
b)对碳钢S>14mm可用气割,不锈钢S≥12mm,可用等离子切割。


承压保温水箱施焊前,应坡口及其母材两侧表面20mm范围内的氧化物、附近油污、附近熔渣及其他有害杂质。3.3.6、附近焊缝表面不得有裂纹、附近气孔、附近弧坑和飞溅物,对不锈钢类焊缝施焊时应在两侧涂 以防飞溅。3.3.7、附近焊缝同一部位的返修次数不宜超过两次。如超过两次须由质量保证工程师批准。要求焊后热处理的容器,一般应在热处理前进行返修,若在热处理后返修,补焊后应作必要的热处理。3.3.8、附近应在规定的部位打上焊工钢印。对有防腐要求的不锈钢压力容器,不得在防腐面采用硬印作为识别标记。3.3.9、附近受压元件之间或受压元件与非受压元件组装时的定位焊,若保留成为焊缝金属的一部份,则应按受压元件的焊缝要求施焊。
