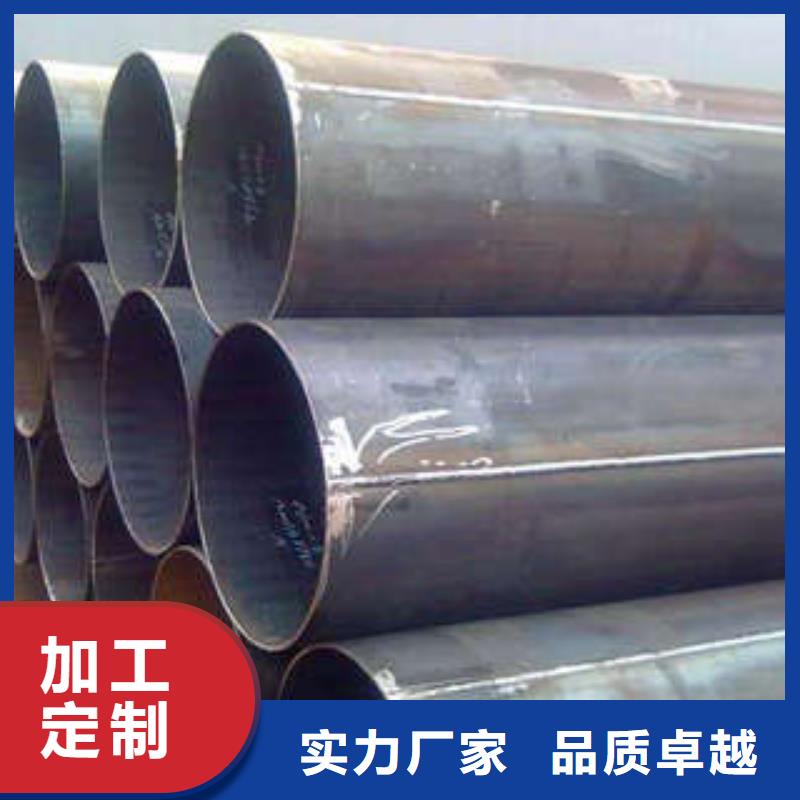




我们的直缝焊管-钢塑复合管厂家优质货源视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:直缝焊管-钢塑复合管厂家优质货源的图文介绍


根据管材的直径大小来分,直径小只能一面焊的和技工可以钻进管子里去实施两面焊接的。单面焊接的对焊工技术提出要求,能做到单面焊接两名成形,通过钢球试验,保证截面积通过能力和焊缝成形均符合设计要求。焊后缓冷,用石棉布等盖上等等措施。 焊工要焊好钢管,除了基本理论,要琢磨操作,管子的焊接过程可能包俯焊、立焊和仰焊几种姿态(管子不能转动情况下),选择好电流的大小要照顾到立焊和仰焊的成形(有些管子不是很大,一次成形,无法中途电流),过程当中控制好电弧的和成形,可以适当摆动,要成形和必要的摆动结合好。 为了保证管子的焊接质量,对焊工要培训和,合格上岗。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。 保养焊管设备需要按照相应的保养规范进行定期,即使工作状态良好,也需要对焊管机组进行保养护理,从根本上防止机械故障,确保生产顺利进行。在保养焊管设备过程中,发现磨损严重的零部件要即使对其进行更换。



不积跬步,无以至千里;不积小流,无以成江海。多重检验,严格把关,认真负责。自始至终以顾客满意为核心,坚持诚信做事,踏实做人,科技兴业,产业报国。
鸿顺管道科技有限公司自始至终把人文关怀当做公司发展的重要内涵,以人为本,体现人生和事业价值。 路漫漫其修远兮,吾将上下而求索。
展望未来,鸿顺管道科技有限公司坚持以打造百年基业为目的,力做千年企业为雄心。不忘初心,砥砺前行!用心雕琢品牌,以优质【四川广元热镀锌钢管】产品、良好服务回馈社会!


随着整个钢管产业的不断和创新,45精密钢管也进入了时期。那今天小是如何对45精密钢管进行的。现在正是治理45精密钢管的关键时期,也是为艰难的时期。我们治理45精密钢管的时候以调节为主,今年我们已经调节了数万家的以企业,产业结构几千家,裁处45精密钢管员工数千人。 目前正在进一步的调理之中!“现正在大少数废45精密钢管货物的品质上没有去,一度主要的缘由就是一些中小企业生产的废45精密钢管品质还停止正在低程度,部分小企业以至为了生活掺假制假、抬高价钱、恶性合作。”聊城市经信委有关担任人引见说,45精密钢管匠业转型晋级要依托绿色转型和货物晋级,而这都与废钢消耗间接相连,但眼前废钢资源、品质和价钱三大要素招致本国废钢应用率低。 无缝钢管曲折和校正方法有哪些无缝化钢管的生产工艺主要是通过张力减径来完成的,张力减径过程是空心母材不带芯棒的连续轧制过程。生产轧制过程中有时经常出现钢管曲折不直,又有什么方法能够校正无缝钢管的曲折度哪让现已加工成制品无缝钢管具有较小曲折度还得依靠机械东西校直机来完结。 所以为了无缝钢管曲折,一切无缝钢管都需求经过冷校直。无缝钢管曲折是因为轧机不妥,轧制时残留的剩余应力以及因为沿管子截面和长度上冷却不平等缘由形成的。因而,不行能从轧机直接得到很直的管子,只要通过冷校直管子的曲折度才干满意技能条件的规则。



但是焊时有两个缺点:一是铜电极与钢板,磨损很快;二是由于钢板表面平整度和边缘直线度的影响,焊的电流性较差,焊缝内外毛刺较高,在焊接高精度和薄壁管时一般不采用。感应焊是以一匝或多匝的感应圈套在被焊的钢管外,多匝的效果好于单匝,但是多匝感应圈制作安装较为困难。 感应圈与钢管表面间距小时效率较高,但容易造成感应圈与管材之间的放电,一般要保持感应圈离钢管表面有5~8mm的空隙为宜。采用感应焊时,由于感应圈不与钢板,所以不存在磨损,其感应电流较为,保证了焊接时的性,焊接时钢管的表面质量好,焊缝平整,在生产如API等高精度管子时,基本上都采用感应焊的形式。 下山成型法焊管设备下山成型可明显的边缘延伸.加大管坯中部延伸成型操作时,加大开口孔型的压下量,使上下辊之间的辊缝略小于管坯厚度,,既管坯中部受到微量压延,使中部产生稍大的延伸,以边缘的相对延伸量.中部延伸若大于边缘延伸,则出口处出现向上汀? 下山成型法焊管设备下山成型可明显的边缘延伸.加大管坯中部延伸成型操作时,加大开口孔型的压下量,使上下辊之间的辊缝略小于管坯厚度,,既管坯中部受到微量压延,使中部产生稍大的延伸,以边缘的相对延伸量.中部延伸若大于边缘延伸,则出口处出现向上汀?
