





一分钟的时间,对于了解我们的酸洗磷化无缝钢管精密无缝钢管无中间商厂家直销产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
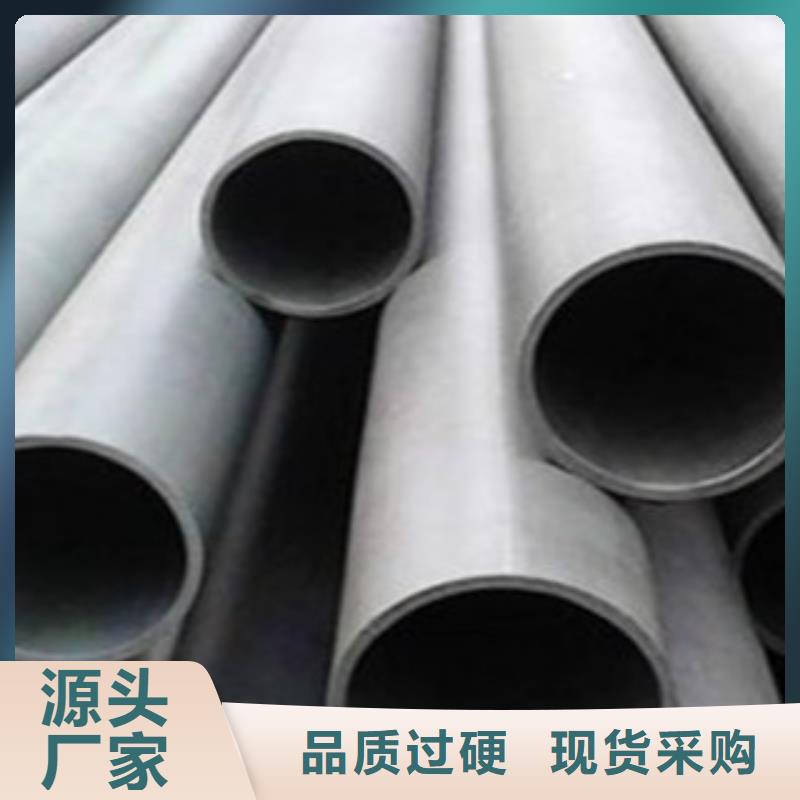
以下是:酸洗磷化无缝钢管精密无缝钢管无中间商厂家直销的图文介绍
酸洗处理产品特点优势:
1:碳钢酸洗钝化液将酸洗和钝化合二为一,大大提高了劳动生产率
2: 酸洗钝化液的使用和操作非常方便,槽洗浸泡使用中小型碳钢管件,或使毛刷刷涂或喷淋的方法进行操作,*后清水冲洗即可
3:使用温度5-30摄氏度,酸洗钝化5-15分钟左右即可达到酸洗效果。
钝化,有时也称“酸洗”。金属由于介质的作用生成的腐蚀产物如果具有致密的结构,形成了一层薄膜(往往是看不见的),紧密覆盖在金属的表面,则改变了金属的表面状态,使金属的电极电位大大向正方向跃变,而成为耐蚀的钝态。如Fe→Fe++时标准电位为-0.44V,钝化后跃变到+0.5~1V,而显示出耐腐蚀的贵金属性能,这层薄膜就叫钝化膜,金属的钝化也可能是自发过程(如在金属的表面生成一层难溶解的化合物,即氧化物膜)。在工业上是用钝化剂(主要是氧化剂)对金属进行钝化处理,形成一层保护膜。
目的:卫生级洁净管道通过酸洗钝化和清洗等程序,使管道能够达到无菌物料输送的要求,



酸性清洗剂清洗
酸性清洗剂除油脂是一种应用非常广泛的方法。它利用表面活性剂的乳化、润湿、渗透原理,并借助于酸腐蚀金属产生氢气的机械剥离作用,达到除油脂的目的。酸性清洗剂可在低温和中温下使用。低温一般只能除掉液态油,中温就可除掉油和脂,一般只适合于浸泡处理方式。酸性清洗剂主要由表面活性剂(如OP类非离子型活性剂、阴离子磺酸钠型)、普通无机酸、缓蚀剂三大部分组成。由于它兼备有除锈与除油脂双重功能,人们习惯称之为"二合一"处理液。
酸洗磷化无缝钢管 酸洗磷化无缝钢管加工厂家 盐酸、硫酸酸基的清洗剂应用*为广泛,成本低,效率较高。但酸洗残留的Cl-、SO42-对工件的后腐蚀危害很大。而磷酸酸基没有腐蚀物残留的隐患,但磷酸成本较高,清洗效率低些。对于锌件,铝件一般不采用酸性清洗剂清洗,特别锌件在酸中的腐蚀极快。
强碱液清洗
强碱液除油脂是一种传统的有效方法。它是利用强碱对植物油的皂化反应,形成溶于水的皂化物达到除油脂的目的。纯粹的强碱液只能皂化除掉植物油脂而不能除掉矿物油脂。因此人们通过在强碱液中加入表面活性剂,一般是磺酸类阴离子活性剂,利用表面活性剂的乳化作用达到除矿物油的目的。强碱液除油脂的使用温度都较高,通常〉80℃。
酸性清洗剂除油脂是一种应用非常广泛的方法。它利用表面活性剂的乳化、润湿、渗透原理,并借助于酸腐蚀金属产生氢气的机械剥离作用,达到除油脂的目的。酸性清洗剂可在低温和中温下使用。低温一般只能除掉液态油,中温就可除掉油和脂,一般只适合于浸泡处理方式。酸性清洗剂主要由表面活性剂(如OP类非离子型活性剂、阴离子磺酸钠型)、普通无机酸、缓蚀剂三大部分组成。由于它兼备有除锈与除油脂双重功能,人们习惯称之为"二合一"处理液。
酸洗磷化无缝钢管 酸洗磷化无缝钢管加工厂家 盐酸、硫酸酸基的清洗剂应用*为广泛,成本低,效率较高。但酸洗残留的Cl-、SO42-对工件的后腐蚀危害很大。而磷酸酸基没有腐蚀物残留的隐患,但磷酸成本较高,清洗效率低些。对于锌件,铝件一般不采用酸性清洗剂清洗,特别锌件在酸中的腐蚀极快。
强碱液清洗
强碱液除油脂是一种传统的有效方法。它是利用强碱对植物油的皂化反应,形成溶于水的皂化物达到除油脂的目的。纯粹的强碱液只能皂化除掉植物油脂而不能除掉矿物油脂。因此人们通过在强碱液中加入表面活性剂,一般是磺酸类阴离子活性剂,利用表面活性剂的乳化作用达到除矿物油的目的。强碱液除油脂的使用温度都较高,通常〉80℃。



[城市浩融金属制品厂有限公司是专业从事 山东枣庄钢板的生产销售及服务生产厂家。产品遍及各个领域。公司拥有一支服务团队, 我公司凭借雄厚的技术实力和强大的研发能力,多年来已经为数十家五百强企业提供配套产品及服务,并得到客户一致的认可。公司凭借强大的技术力量和多年的生产经验,不断采用新技术、新工艺、新材料,产品各项技术指标达到国内同行业领先水平。公司坚持以人为本,勇于探索,不断追求,努力创新发展,不断向社会提供领先适用的新产品,并以全优的服务占领市场,深受广大用户的信赖,享有良好的公众诚信度。在未来发展战略上,公司将坚持以人为本的管理理念,继续致力于搭建行业先进、成本优的技术服务平台。


酸洗钝化必须注意的事项
a.酸洗液和钝化液要经常检查,测定其含量,要始终保持规定的含量(在酸洗槽和钝化槽中测4点,取酸液和钝化液分析,如果含量不够,会影响酸洗钝化效果)。
b.酸洗时,严禁酸液与中和液、钝化液相混合,尤其与钝化液混合将产生毒性很大的二氧经氯的气体,严重污染环境卫生和影响操作人员的。
c.酸洗钝化工作必须按步骤连续进行,不能中途停顿。
d.酸洗液和钝化液不得随意排放,由于含有氯离子和碳酸根离子,如处理不好,将对农作物损害很大。因此在排放酸液和钝化液时一定要中和,pH值达到排放标准才能排放。
e.酸洗除锈工艺较突出的缺点是:除锈后的管道尽管经过冷热水反复冲洗,但干燥后又很快会重新生锈,如不迅速覆盖底漆(或做其他表面处理),随着时间的延长,锈蚀也越来越严重,所以酸洗后予以钝化处理是必要的,使之在钢铁表面生成一层薄薄的钝化膜无缝钢管酸洗钝化起到保护作用。
f.酸洗除锈速度应满足一般要求。无“过腐蚀”现象,如果酸洗时间过长,就会破坏钢铁的光滑表面出现麻点。
g.管子酸洗、钝化、脱脂过程中所用的材料都是腐蚀、有毒易爆的化学溶剂,因此操作人员必须遵守有关防腐、防毒、防火的操作规程。
a.酸洗液和钝化液要经常检查,测定其含量,要始终保持规定的含量(在酸洗槽和钝化槽中测4点,取酸液和钝化液分析,如果含量不够,会影响酸洗钝化效果)。
b.酸洗时,严禁酸液与中和液、钝化液相混合,尤其与钝化液混合将产生毒性很大的二氧经氯的气体,严重污染环境卫生和影响操作人员的。
c.酸洗钝化工作必须按步骤连续进行,不能中途停顿。
d.酸洗液和钝化液不得随意排放,由于含有氯离子和碳酸根离子,如处理不好,将对农作物损害很大。因此在排放酸液和钝化液时一定要中和,pH值达到排放标准才能排放。
e.酸洗除锈工艺较突出的缺点是:除锈后的管道尽管经过冷热水反复冲洗,但干燥后又很快会重新生锈,如不迅速覆盖底漆(或做其他表面处理),随着时间的延长,锈蚀也越来越严重,所以酸洗后予以钝化处理是必要的,使之在钢铁表面生成一层薄薄的钝化膜无缝钢管酸洗钝化起到保护作用。
f.酸洗除锈速度应满足一般要求。无“过腐蚀”现象,如果酸洗时间过长,就会破坏钢铁的光滑表面出现麻点。
g.管子酸洗、钝化、脱脂过程中所用的材料都是腐蚀、有毒易爆的化学溶剂,因此操作人员必须遵守有关防腐、防毒、防火的操作规程。



