

联系我们

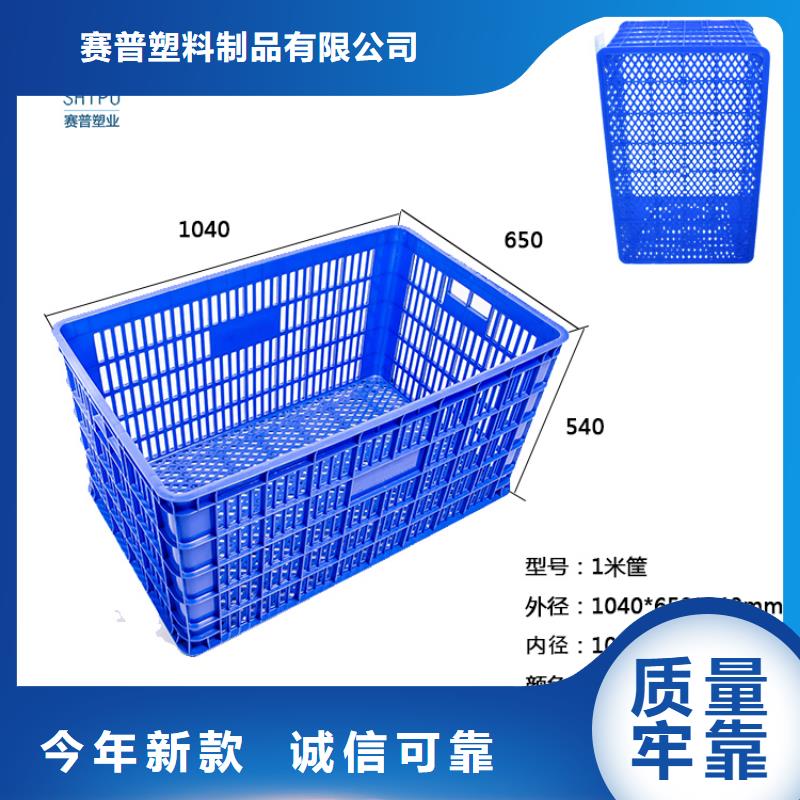
塑料筐_【塑料垃圾桶】品类齐全
更新时间:2025-01-21 20:07:37 浏览次数:21 公司名称: 赛普塑料制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | SHIPU |
| 规格 | 齐全 |
| 材质 | 耐冲击高密度聚乙烯HDPE或PP |
| 可重叠否 | 是 |






东营塑料垃圾桶的详细介绍
诚信经营 严选材质

赛普塑料制品有限公司主营产品: 山东东营塑料垃圾桶。公司拥有雄厚的开发能力、先进的工艺设备、严谨的质量管理、完善的售后服务、战略化的人力资源、卓越的企业文化、永争di yi的价值观念。坚持走引进,吸收与自主开发并重的技术道路, 建立了一支率、高素质的产品开发队伍。同时,建立了规模庞大、设施先进的技术中心,模块化生产方式的总装线、先进检测设备,确保产品质量稳定可靠。企业的服务宗旨:敬业 务实 创新,公司的质量目标:力争产品的合格率达到 、用户满意率达到。我们用“诚信”打造了“启豪”您的要求是我们的目标,我们向您承诺“启豪”产品 能给您带来更多的快乐。我们期待您的光临,让我们携手共进。



塑料周转箱成型后为什么会出现尺寸缩小的现象
众所周知,塑料周转箱是企业进行短途物流运输的重要工具,它的广泛应用有效的提高了企业的物流运转效率。我们在生产塑料周转箱时,有时会遇到周转箱成型后收缩以致尺寸缩小的状况。那么,导致这种现象的原因又有哪些呢?
从生产工艺方面看:增加注射压力,保压压力,延长注射时间。对于流动性大的塑料,高压会产生飞边引起塌坑应适当降低料温,降低机筒前段和喷嘴温度,使进入型腔的熔料容积变化减少,容易冷固。
从注塑模具方面看:多浇口模具要调整各浇口的充模速度, 对称开设浇口。模具的关键部位应有效地设置冷却水道,保证模具的冷却对或减少收缩起着很好的效果。整个模具应不带毛刺且具有合模密封性,能承受高压、高速、低黏度熔料的充模。
从注塑设备方面看:供料不足,注塑机螺杆或柱塞磨损严重,注射及保压时熔料发生漏流,降低了充模压力和料量,造成熔料不足。喷嘴孔太大或太小。太小则容易堵塞进料通道,太大则将使射力小,充模发生困难。
从原料本身看:原料太软易发生凹陷,有效的方法是在塑料周转箱注塑过程中加入成核剂以加快结晶。





