

无论您是初次接触还是已经熟悉,我们的复合管-镀锌管无中间商厂家直销产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:复合管-镀锌管无中间商厂家直销的图文介绍


后来发展到第三代防腐内壁环氧外壁聚乙烯防腐,结合了聚乙烯耐磕碰和环氧的附着力强的优势,整个管体性能进一步增强,但是单层聚乙烯直接与钢管结合还是存在附着力问题,且施工过程中难免出现磕碰, 升级到第四代防腐——外3PE防腐内熔结环氧粉末防腐,又称TPEP防腐钢管。
天津万弗莱钢有限公司不仅拥有 的设备、先进的工艺、优质的原料和科学的管理,还建立了完备的质量控制体系和完善的售后服务体系。从原料进厂到产品出厂均有严格的检验检测控制程序。公司实行关键环节负责人制、质量否决制,先进的检测设备、审慎负责的态度、严谨的过程管理模式有效地保证了产品质量。售后服务体系保证顾客在购买 的产品后,还可以享受到 的售后服务。
“保证产品质量,保证供货期限,保证销售服务,保证承诺兑现”是鸿鑫公司永恒的使用!
“拥有 的人才,提供 的服务,生产 的产品,创建 的企业”是公司永远不变的宗旨!镀锌管,又称镀锌钢管,分热镀锌和电镀锌两种,热镀锌镀锌层厚,具有镀层均匀,附着力强,使用寿命长等优点。电镀锌成本低,表面不是很光滑,其本身的耐腐蚀性比热镀锌管差很多。镀锌钢管分冷镀管、热镀管,前者已被禁用,后者还被 提倡暂时能用是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。
天津万弗莱钢有限公司不仅拥有 的设备、先进的工艺、优质的原料和科学的管理,还建立了完备的质量控制体系和完善的售后服务体系。从原料进厂到产品出厂均有严格的检验检测控制程序。公司实行关键环节负责人制、质量否决制,先进的检测设备、审慎负责的态度、严谨的过程管理模式有效地保证了产品质量。售后服务体系保证顾客在购买 的产品后,还可以享受到 的售后服务。
“保证产品质量,保证供货期限,保证销售服务,保证承诺兑现”是鸿鑫公司永恒的使用!
“拥有 的人才,提供 的服务,生产 的产品,创建 的企业”是公司永远不变的宗旨!镀锌管,又称镀锌钢管,分热镀锌和电镀锌两种,热镀锌镀锌层厚,具有镀层均匀,附着力强,使用寿命长等优点。电镀锌成本低,表面不是很光滑,其本身的耐腐蚀性比热镀锌管差很多。镀锌钢管分冷镀管、热镀管,前者已被禁用,后者还被 提倡暂时能用是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。



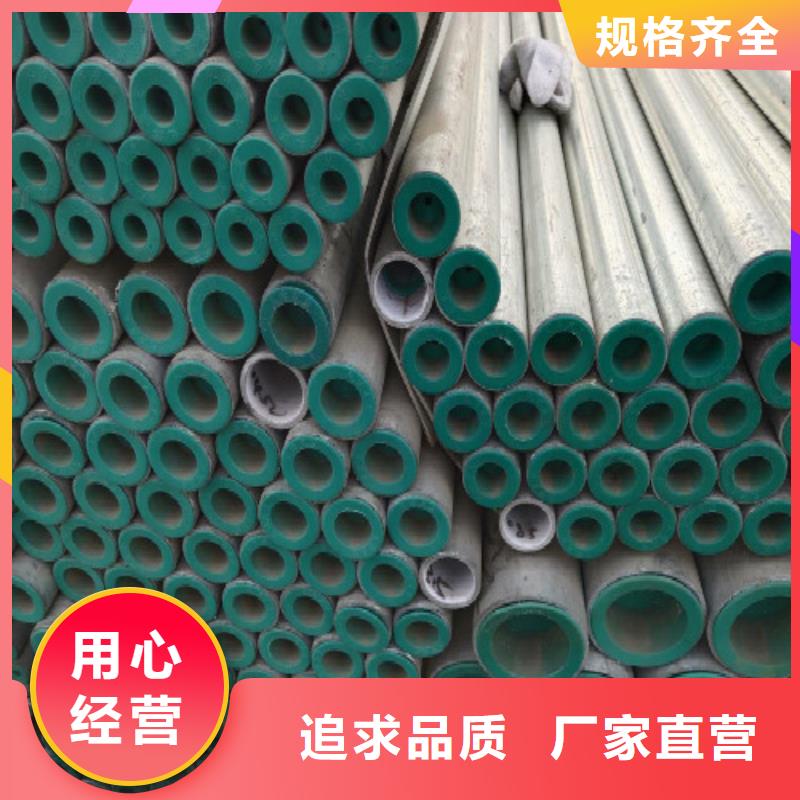
这些性能也是导致钢塑复合管能够在更多行业使用的原因,对于业务员来讲,在销售这些复合管的时候首先就是要知道产品的性能,同时必须知道这些复合管到底在哪些行业内会有影响。另外,除了了解本企业的产品之外,同时还要了解其他企业的相关产品。然后将这些内外涂塑复合管之间性能不同的地方总结出来,并且一定要总结出来本企业产品的相关优势。公司生产的各种复合管已先后通过了 建筑建材测试中心的行业检测,省市级疾BING控制中心的卫生达标检测,市卫生局的卫生,ISO9001:2000质量体系认证等。本公司生产的诚源牌涂塑电力电缆穿线钢管为黑色,涂层表面光滑美观,PE,内外涂塑PE,外防腐保温管道等钢塑复合管有内外涂PE和内外冷喷环氧树脂。内外涂塑PE具有非常好的综合性和耐腐蚀性,同时耐化学稳定性也不同凡响,具有绝缘作用,适用于高低压电缆穿线,内外涂塑电缆穿线钢管连接方式简单,主要采用承接式,扩口式接式,安装方便。环氧树脂给水涂塑钢管管道,采用耐高温的重防腐改性环氧树脂粉末,对钢管内,外壁进行涂敷。涂层耐高温和耐木垛火。 便。环氧树脂给水涂塑钢管管道,采用耐高温的重防腐改性环氧树脂粉末,对钢管内,外壁进行涂敷。涂层耐高温和耐木垛火。
有色金属选矿和黑色金属选矿排出的尾矿浆,需输送到尾矿库存放,目前国内主流的输送方式是采用尾矿管进行输送。尾矿管主要采用的就是-尾矿管-。


万弗莱钢有限公司拥有成熟可靠的技术,依托雄厚的技术力量和先进的加工设备,公司已在 陕西精轧螺纹钢等领域建立起优势。公司明确以省内为基础、逐步向陕西周边地区辐射,实现 陕西精轧螺纹钢销往全国市场的发展战略。



针孔试验
管段试件长度约为1000 mm,用电火花检漏仪对钢管涂层在规定试验电压下进行检查,涂层厚度不大于0.4mm,试验电压为1500 V,涂层厚度大于0.4 mm,试验电压为2000 V。检查有无电火花产生,试验结果应符合5.5的规定。
附着力试验
附着力试验按CJ/T 120-2008中7.4.2进行,试验结果应符合5.6的规定。
弯曲试验
DN≤50mm的涂覆钢管进行弯曲试验。管段试件长度为(1200±100) mm。
在温度为(20±5) ℃的环境下,以钢管公称通径的8倍为曲率半径,弯曲角度为30o,在弯管机或模具上进行弯曲。弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。
试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合5.7的规定。
压扁试验
DN>50 mm的涂覆钢管进行压扁试验。管段试件尺寸长为(50±10) mm。
在温度为(20±5) ℃的环境下,如图1所示,将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁时涂覆钢管焊缝垂直于载荷施加方向。试验后,检查内涂层,试验结果应符合5.8的规定。
压扁试验
冲击试验
从涂覆钢管的任意位置切取长约100 mm的试样,在温度为(20±5) ℃的环境下,如图2所示,按表2的规定进行冲击试验,观察内涂层的损坏情况。试验时,焊缝应在冲击面相反的方向,试验结果应符合5.9的规定。
表2 冲击试验条件
公称通径 DN
mm锤重,kg落下高度,mm
15~251.0300
32~502.1500
65
80~3006.31000
冲击试验装置
真空试验
管段试件长度为(500±50) mm,使用适当的措施堵住管道进出口,从进口逐渐增加负压至660 mm汞柱,保持1 min,试验后检查内涂层,试验结果应符合5.10的规定。
高温试验
管段试件长度为(100±10) mm,将试件放置在恒温箱中,升温至(300±5) ℃,并恒温1 h,然后取出自然冷至常温。试验后,取出试件并检查内涂层(允许外观颜色变深、发暗现象),试验结果应符合5.11的规定。
管段试件长度约为1000 mm,用电火花检漏仪对钢管涂层在规定试验电压下进行检查,涂层厚度不大于0.4mm,试验电压为1500 V,涂层厚度大于0.4 mm,试验电压为2000 V。检查有无电火花产生,试验结果应符合5.5的规定。
附着力试验
附着力试验按CJ/T 120-2008中7.4.2进行,试验结果应符合5.6的规定。
弯曲试验
DN≤50mm的涂覆钢管进行弯曲试验。管段试件长度为(1200±100) mm。
在温度为(20±5) ℃的环境下,以钢管公称通径的8倍为曲率半径,弯曲角度为30o,在弯管机或模具上进行弯曲。弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。
试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合5.7的规定。
压扁试验
DN>50 mm的涂覆钢管进行压扁试验。管段试件尺寸长为(50±10) mm。
在温度为(20±5) ℃的环境下,如图1所示,将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁时涂覆钢管焊缝垂直于载荷施加方向。试验后,检查内涂层,试验结果应符合5.8的规定。
压扁试验
冲击试验
从涂覆钢管的任意位置切取长约100 mm的试样,在温度为(20±5) ℃的环境下,如图2所示,按表2的规定进行冲击试验,观察内涂层的损坏情况。试验时,焊缝应在冲击面相反的方向,试验结果应符合5.9的规定。
表2 冲击试验条件
公称通径 DN
mm锤重,kg落下高度,mm
15~251.0300
32~502.1500
65
80~3006.31000
冲击试验装置
真空试验
管段试件长度为(500±50) mm,使用适当的措施堵住管道进出口,从进口逐渐增加负压至660 mm汞柱,保持1 min,试验后检查内涂层,试验结果应符合5.10的规定。
高温试验
管段试件长度为(100±10) mm,将试件放置在恒温箱中,升温至(300±5) ℃,并恒温1 h,然后取出自然冷至常温。试验后,取出试件并检查内涂层(允许外观颜色变深、发暗现象),试验结果应符合5.11的规定。


处理完后要用压缩空气将管子表面吹除干净,必要时要用水清洗并进行干燥处理1. 表面处理 表面处理可以提高涂膜对管子的附着力和涂膜的耐久性。表面处理一般可分为两大类,一种是机械处理,包括喷砂喷丸、砂纸打磨、钢刷子刷等几种,主要去除管子上的毛刺、铁锈、棱角等;另一种是化学处理,包括洗涤剂除油、碱除油、磷酸盐处理、酸除锈、化学氧化处理等,用于除去管子表面的油污及铁锈。处理完后要用压缩空气将管子表面吹除干净,必要时要用水清洗并进行干燥处理。
2. 预热 喷涂前要将处理过后的管子送入烘烤炉中加热,加热温度约为200℃。经过加热的管子表面可以融化喷到其表面的环氧粉末涂料,从而产生均匀的涂料膜。
3. 喷涂 管道喷涂的常用方法为压缩空气喷涂法,就是以喷枪为工具,借助于压缩空气将涂料喷涂于预热过后管子表面。涂膜的厚度是通过粉末涂料的喷出量、喷粉时间和流水线的速度(喷枪或管子的行进速度)来控制的。涂塑厚度一般为150~300μm。
4. 补涂 局部难以自动涂到的表面应用人工用喷枪进行补涂。
5. 烘烤固化 将熔涂后的管子送入烘烤炉里加热,熔融流平成膜后进行交联固化。
6. 冷却 将烘烤后的管子取出进行空冷或风冷。
7. 检验 对涂塑完的管子进行检验,包括外观、涂膜厚度、耐蚀性、耐磨性、密度、硬度、结合强度或附着力等。
8. 包装和运输 将管子法兰或端口装上有效封口,将管子外表面用玻璃纤维布等软质材料包裹,在装车及运输过程中应采用相应有效措施以免涂层受到破坏。
2. 预热 喷涂前要将处理过后的管子送入烘烤炉中加热,加热温度约为200℃。经过加热的管子表面可以融化喷到其表面的环氧粉末涂料,从而产生均匀的涂料膜。
3. 喷涂 管道喷涂的常用方法为压缩空气喷涂法,就是以喷枪为工具,借助于压缩空气将涂料喷涂于预热过后管子表面。涂膜的厚度是通过粉末涂料的喷出量、喷粉时间和流水线的速度(喷枪或管子的行进速度)来控制的。涂塑厚度一般为150~300μm。
4. 补涂 局部难以自动涂到的表面应用人工用喷枪进行补涂。
5. 烘烤固化 将熔涂后的管子送入烘烤炉里加热,熔融流平成膜后进行交联固化。
6. 冷却 将烘烤后的管子取出进行空冷或风冷。
7. 检验 对涂塑完的管子进行检验,包括外观、涂膜厚度、耐蚀性、耐磨性、密度、硬度、结合强度或附着力等。
8. 包装和运输 将管子法兰或端口装上有效封口,将管子外表面用玻璃纤维布等软质材料包裹,在装车及运输过程中应采用相应有效措施以免涂层受到破坏。


