



想要更直观地了解无缝方管免费咨询厂家产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:无缝方管免费咨询厂家的图文介绍
几年来通洋金属制品有限公司感谢新老客户的鼎力支持,我们将一如既往研发出优质的 内蒙古赤峰流体管厂家产品回馈客户回馈社会,创行业品牌。 在此通洋金属制品有限公司欢迎新老客户光临指导、洽谈合作,共创美好未来!


一般钢材市场上常见的,出现频率多的,使用率高的是镀锌方管(热镀锌方管),但是现在出现了一个新的名词,镀锌带方管,那么他们两有什么区别呢?下面小编就带大家一起了解一下:首先镀锌方管是一种具以热轧或冷轧镀锌带钢或镀锌卷板为坯料经冷弯曲加工成型后再经高频焊接制成的方形截面形状尺寸的空心方形的截面型钢钢管;或将事先做好的冷弯空心型钢管再经热浸镀锌加工而成的镀锌。 而镀锌带方管是用镀锌带钢加工一次成型、防腐的时间没有热镀锌的时间长、热镀锌的是黑方管加工出来的。在到镀锌方管厂家去镀锌。经过1000度高温,一般壁厚比较薄的不做热镀锌。 还有就是质量和分类上的差别,镀锌方管可以加工成冷热镀锌方管,而镀锌带方管不能做成热镀锌方管的,因为它的壁厚比较薄,所以镀锌方管价格要比镀锌带方管价格高出很多。



哪些方面会造成方管开裂? 坚信常常触碰方管的朋友对智能化方管的缺陷有自身的了解,但方管普遍的缺点是非常容易裂开,当方管裂开时,人们必须进行修补,并且操作流程也相对性繁杂。危害方管裂开的要素有什么?我们一起看一下边的详细介绍。 冷作硬化的危害 方管在冷拉时造成很多塑性形变,造成显著的晶格常数崎变,进而使晶格常数动能,金属材料机械能,造成金属材料內部地应力不匀称,造成残留热应力。那样便使金属材料强度,延展性降低。金属材料强度越高,冷拉时残留热应力越大,冷作硬化状况越显著。当内应力超过一定标值时,金属材料就会沿某一列晶体页面撕破,产生方管的裂开。 氢脆状况的危害 再用酸液除空气氧化皮的全过程中,盐酸和铁产生反映溶解氡气。氢以分子或电离的方式渗透到钢中,产生固溶体。氢对钢物理性能的危害典型性主要表现在氢脆状况上。冷拔钢管是方管的一种,即其按生产工艺流程的不一样归类的一种,差别于热扎(扩)管。在毛精轧管或原材料管扩径的全过程中根据多道次的冷拉生产加工而成,一般在0.5~100T的单链式或双链条式冷拔机上开展。冷扎(拨)方管除分一般方管、低高压加热炉方管、高压锅炉方管、合金钢管、不锈钢钢管、石油裂化管、机械加工制造管、厚壁管、口径加内模冷拔管其他方管外,还包含炭素厚壁方管、铝合金厚壁方管、不锈钢厚壁方管、异型管。冷拔钢管其直径能够 到6mm,壁厚可去0.25mm,薄壁管直径可去5mm壁厚低于0.25mm规格,精密度及其工艺性能均显著好于热扎(扩)管,但受加工工艺牵制,其规格及其长短均遭受一定限定。


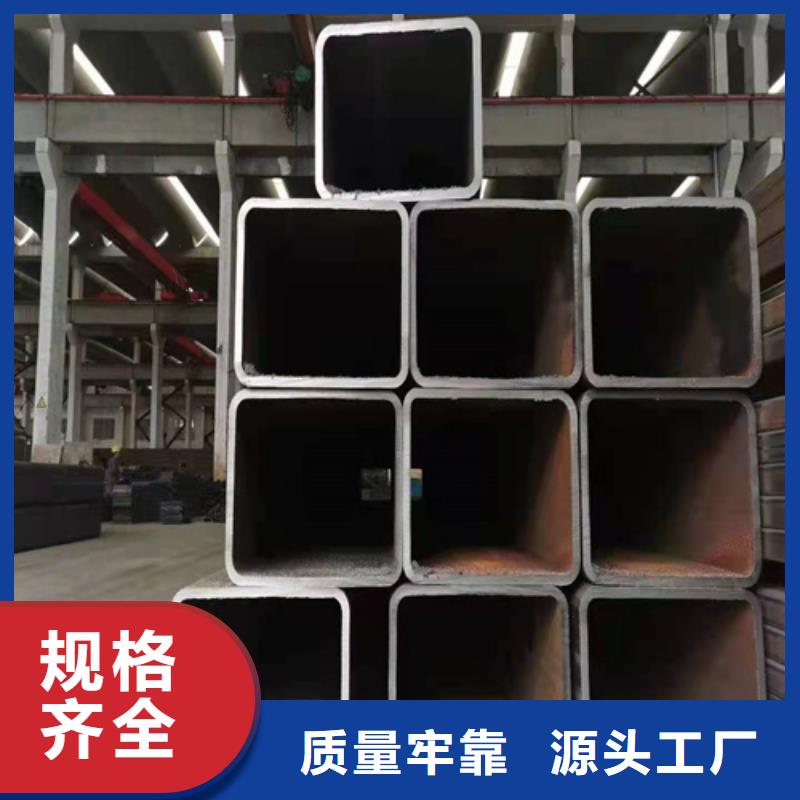
我们都知道,方管分为很多种,今天小编就为大家详细介绍一下关于方管的分类: 按工艺分类 方管按生产工艺分:热轧无缝方管、冷拔无缝方管、挤压无缝方管、焊接方管。 其中焊接方管又分为: (a)按工艺分——电弧焊方管、电阻焊方管(高频、低频)、气焊方管、炉焊方管 (b)按焊缝分——直缝焊方管、螺旋焊方管 按材质分类 方管按材质分:普碳钢方管、低合金方管。普碳钢分为:Q195、Q215、Q235、SS400、20#钢、45#钢等;低合金钢分为Q345、16Mn、Q390、ST52-3等。 按生产标准分类 方管按生产标准分:国标方管,日标方管,英制方管,美标方管,欧标方管,非标方管。 方管的分类有哪些?分类依据是什么? 按断面形状分类 方管按断面形状分类: (1)简单断面方管——方形方管、矩形方管 (2)复杂断面方管——花形方管、开口形方管、波纹形方管、异型方管 按表面处理分类 方管按表面处理分:热镀锌方管、电镀锌方管、涂油方管、酸洗方管 按用途分类 方管按用途分类——装饰用方管、机床设备用方管、机械工业用方管、化工用方管、钢结构用方管、造船用方管、汽车用方管、钢梁柱用方管、特殊用途方管 按壁厚分类 方管按壁厚分类——超厚壁方管、厚壁方管和薄壁方管。



造成方管的焊缝容易产生气孔的因素: 大家都知道,焊缝的好坏决定了方管质量的优劣,一旦方管焊缝产生气孔,那不仅影响管道焊缝致密性,造成管道泄漏,而且会成为腐蚀的诱发点,严重降低焊缝强度和韧性。一般来说焊剂中的水分、污物、氧化皮和铁屑,焊接的成份及覆盖厚度,钢板的表面质量以及钢板边板处理,焊接工艺及钢管成型工艺等都可能是焊缝产生气孔的原因。所以,在焊接时,焊接温度高,则使焊缝过烧,形成穿孔,含有适量的CaF2和SiO2时,会反应吸收大量的H2,生成稳定性很高且不溶于液态金属的HF,从而可以防止氢气 孔的形成;焊缝的成型系数过小,焊缝的形状窄而深,气体和夹杂物不容易浮出,易形成气孔和夹渣;直缝方管 钢板板边应设置铁锈和毛刺装置,以减少产生气孔的可能。焊接温度是影响焊缝质量的关键参数,装置的位置安装在铣边机和圆盘剪后,装置的结构是一边2个上下位置可调整间隙的主动钢丝轮,上下压紧板边;焊剂的堆积厚度一般为25-45mm,焊剂颗粒度大、密度小时堆积厚度取值,反之取小值;大电流、低焊速堆积厚度取值,反之取小值,此外,夏天或空气湿度大时,回收的焊剂应烘干后再使用;为了减少磁偏吹的影响,应使工件上焊接电缆的连接位置仅可能远离焊接终端,避免部分焊接电缆在工件上产生次级磁场;应适当降低焊接速度或增大电流,从而延迟焊缝熔池金属的结晶速度,以便于气体逸出,同时,如果带钢递送位置不稳定,应及时进行调整,杜绝通过频繁微调前桥或后桥维持成型,造成气体逸出困难;为避免开卷矫平脱落的氧化铁皮等杂物进入成型工序,应设置板面清扫装置。
