更新时间:2024-12-23 20:17:08 浏览次数:16 公司名称:聊城 聚贤丰汇金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1000 |
| 运费说明 | 电议 |
| 品牌 | 宝钢、舞钢、南钢、武钢、攀钢 |
| 化学成分分类 | 合金钢板、耐磨钢板、船板、容器板、高强板 |
| 加工工艺 | 切割下料、打孔、折弯、卷管加工、调质 |
| 执行标准 | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用规格 | 厚6-900mm,宽1500-3880mm,长6000-188000 |
| 性能 | 抗高温、高压、低温,耐腐蚀 |
| 轧制 | 热轧、冷轧 |



聚贤丰汇金属材料有限公司一家以开发、生产,设计等多种类型的 江苏淮安Q345D圆钢的大型企业,位于天津市武清区北方世纪钢材城,库存充足,公司实现流程式操作和制度化。高素质的专业职工、雄厚的资金和技术支持,更是为实现产品的卓著品质提供了有力确保。
我公司的产品常年畅销全球名地,同时也是多家知名企业的一级 江苏淮安Q345D圆钢供应商,我司凭着多年的生产经验,以专业的水平,专注生产,专心做事为宗旨,通过技术的创新,改革,引领行业向前发展!


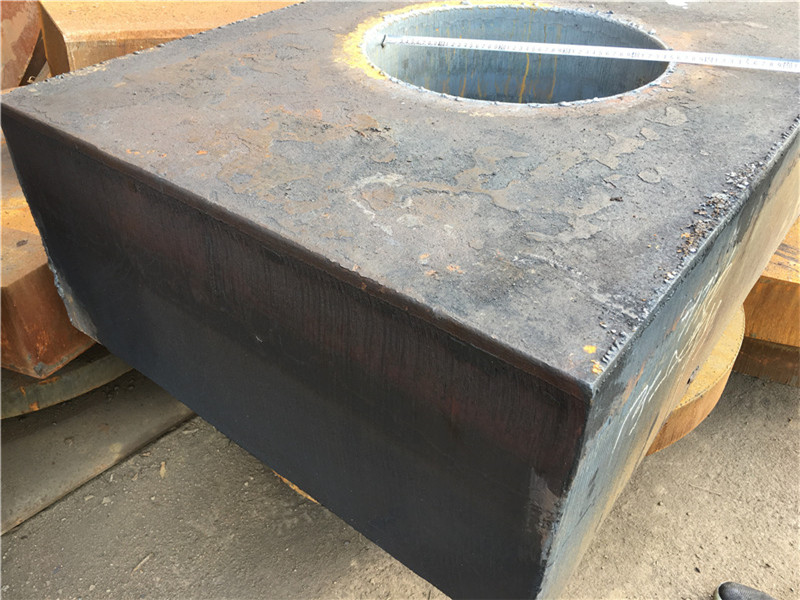
9Cr2MoV合金钢板用什么方式切割比较合适
并不是等离子切割比火焰切割更先进,而是等离子切割可以利用普通大众的切割需求。特别适用于钣金切割。其实也是数控切割机,火焰的切割精度比等离子的要高,因为火焰切割没有沟槽的问题。但是火焰切割不能切割有色金属,如上所述,火焰切割不能切割过薄的钢板。所以理论上等离子体只能切割厚度小于50mm的钢板
对碳钢板切割方式有很多,有的适合自动执行,有的不适合。有的适合切割薄钢板,有的适合切割厚钢板。有些削减得很快,有些则很慢。有些是低的,有些是高的。有的精度高,有的精度低。本文将简要介绍数控成型切割机上使用的四种主要方法,比较各种工艺的优缺点,并提供一些标准,可以用来确定哪一种工艺适合您的应用。
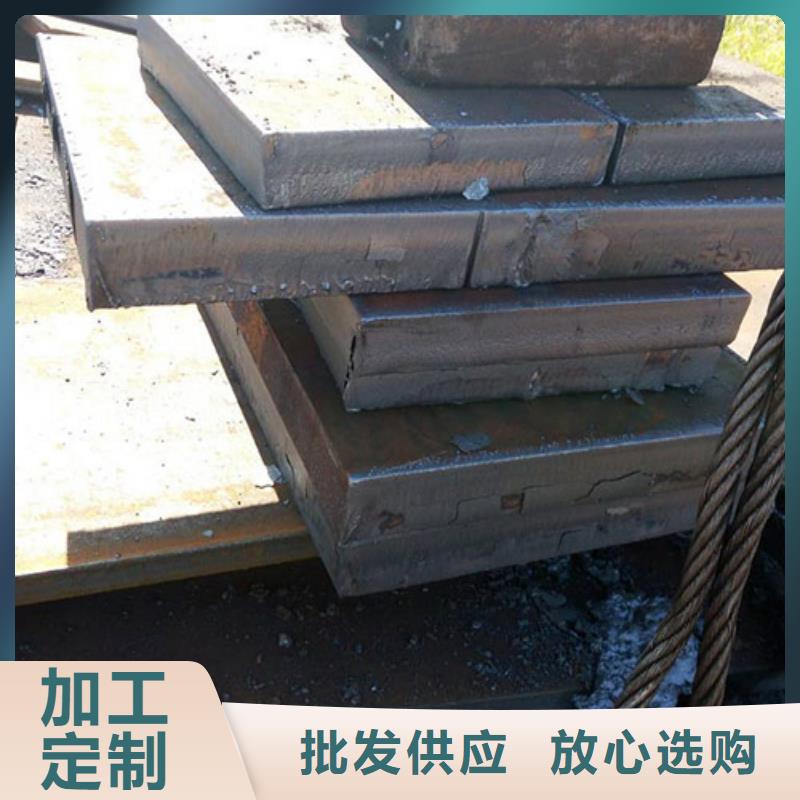
9Cr2MOV钢板氧气切割
氧气炬或火焰切割是迄今为止用于中碳钢的古老的切割技术。一般认为工艺简单,使用的设备和耗材价格相对较低。氧气气炬可以切割很厚的钢板,主要受能输送的氧气量的限制。用氧气炬切割36或甚至48英寸的钢板并非闻所未闻。然而,在板材成型切割的情况下,大部分工作是在厚度达12英寸的钢板上完成的。
经过适当的调整,氧气炬可以实现表面光滑的垂直切割。下边缘几乎没有渣,上边缘由于预热火焰只呈圆形。这种表面非常适合许多不需要进一步处理的应用。
虽然氧气气割适用于1寸以上厚度的钢板,但可应用的钢板切割厚度可低至1/4寸,但只有一些困难。这一过程相对较慢,在1英寸的材料上可以达到每分钟20英寸。氧气气割的另一个优点是可以方便地用多个切割炬同时切割,从而实现生产率的倍增。
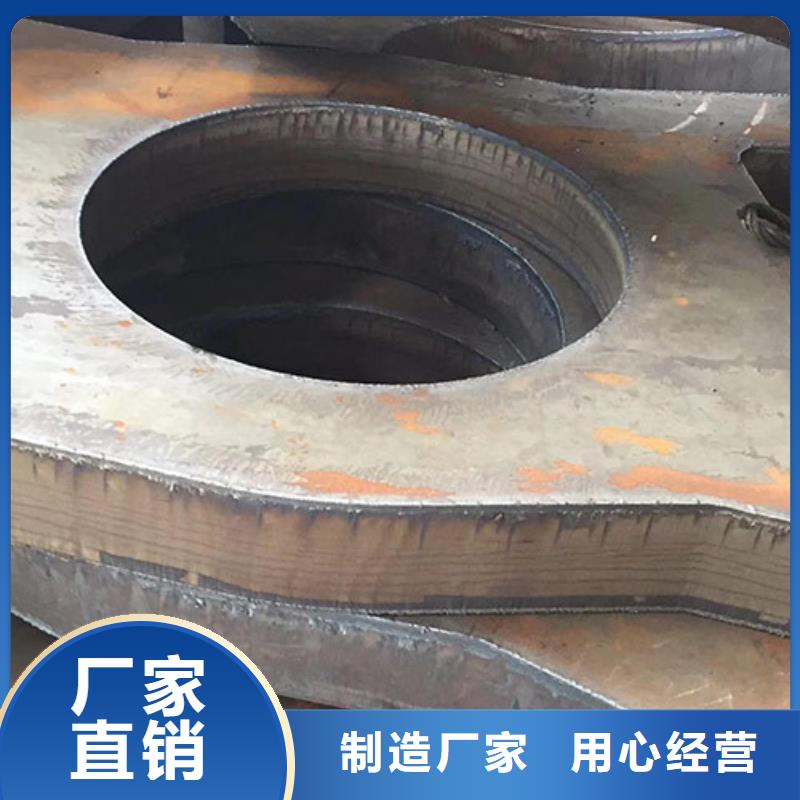
9Cr2MOV合金钢板等离子切割异形件
等离子弧切割是一种理想的碳钢切割工艺。它的切割速度远高于氧气切割,但会牺牲一些边缘质量。这就是等离子切割难以处理的地方。边缘质量有一个 位置取决于切割电流,通常范围从1/4"到1.5英寸。总体而言,当钢板确为薄或厚(超出上述范围)时,虽然刃口平整度和挂渣性能可能仍然比较好,但刃口的垂直度就会开始被破坏。
子切割可以同时使用多个切割炬进行,但额外的成本因素通常将其限制为两个切割炬。然而,有些客户确实选择在一台机器上拥有多达34套等离子系统,但这些客户通常是高端制造商,他们切割大量相同的部件来满足生产线的需求。
激光切割适用于从小校准厚度到1.25英寸左右的中碳钢。超过1英寸时,材料(激光级钢)、气体纯度、喷嘴条件、激光束质量等因素必须正确后方可可靠运行。
激光技术不是很快,因为从根本上讲,激光只是将聚焦的激光束(而不是预热的火焰)极端高温应用于中碳钢的燃烧过程。因此,反应的速度受到铁与氧之间化学反应速度的限制。然而,激光技术具有很高的精度。由于切割宽度窄,可切割轮廓和小孔,精度高。边缘质量通常是相当理想的,细齿和延迟线非常小,边缘非常方,很少甚至没有挂渣。



今天就谈谈9Cr2钢板火焰切割规格能控制在多厚
聚贤丰汇主要是从事钢板切割,钢板零割,钢板数控切割下料,钢板数控按图切割,特厚钢板切割,特厚钢板零割,激光切割等钢板加工配供服务。
公司在天津有大型钢板加工厂,且备有火焰切割数控机床,等离子火焰切割机床、6米大型激光切割机等机械设备。长期主营沙钢,宝钢,鞍钢,兴澄,山钢,文丰,普阳,等钢厂的特厚特宽钢板,船板,高强板,锅炉板 ,容器板,耐磨板。钢板厚度为6--500MM, 材质有:Q235B,Q355B,C,D,E(Q345B,C,D,E),Q390B,Q420C,Q690D,Q245R,Q345R,45#,S45C,NM400,NM500等各种牌号产品。
今天我们就谈谈数控等离子钢板切割机的使用要领:
1.快速激光切割质量:结渣、热反应区、顶角和激光切割角度是反映激光切割质量的几个关键因素。特别是在挂渣区和热反应区两个区域,数控等离子钢板切割远远优于火焰切割机,火焰切割机边缘几乎没有残留挂渣,而热反应区要小得多。
2.挂渣:数控等离子钢板切割采用高温带电体气熔化合金,将熔化的合金材料从激光切割表面吹出。火焰切割机是利用氧气和钢之间的氧化反应来做激光切割,所以会造成铁红渣或夹渣。由于该工艺的不同,火焰切割机挂渣少,而附着的挂渣更容易。这些挂渣一般可以较好地击落,不需打磨或铲除,大大缩短了再处理所需的时间。减少研磨操作可提高生产率。
3.热反应区:当激光切割合金时,热反应区的高度是一个值得关注的问题。高温会改变合金的生物结构,使加热边缘变暗、翘曲,如果不去掉加热边缘,钢可能不适合再焊处理。无论采用何种工艺,割炬速度越快,热反应区越小。9Cr2火焰钢板切割的快速激光切割特性可以使热反应区变小,从而缩短去除加热边后处理的时间。一些火焰切割机也可能担心背面颜色。从外部看不到热反应区,回火颜色不明显,会使合金变黑。同样,火焰切割机的快速激光切割功能可以使火焰的面积变小。
近期矿价又重回60美元以下运行,W6Mo5Cr4V2圆钢打断国外部分矿山增产节奏,预计短期内进口矿数量仍不会有明显增长,对于现货市场来讲是一种支撑。2016年4月份,全国居民消费价格总水平同比上涨2.3%,连续三个月持平。4月份,全国工业生产者出厂价格环比上涨0.7%,同比下降3.4%,连续50个月下滑,但连续第二个月出现环比回升。近期整体管材市场利空消息不断,无论是政策面、需求面、资金面,包括一些钢厂做空套保策略,使得市场一跌再跌,春节以来的涨势基本结束。从原料情况看,目前多数钢厂仍有可观的利润空间,生产积极性较高,因此铁矿石、焦炭需求仍较为旺盛,对市场形成有力支撑,即使价格回落,幅度也较为有限,更不可能创新低;钢坯、废钢更多反映的是市场需求,从这点来看,短期弱势局面难改。预计下周国内市场价格以小幅调整为主;钢坯和废钢仍有50元以上的下跌空间;煤焦总体稳定,局部地区小幅补涨。从库存情况来看,本周沪市建材库存继续增加,受买涨不买跌心态影响,近几周终端及中间需求均有所趋弱,而钢厂到货逐步增多,库存量呈上升趋势。而从全国钢材库存来看,本周结束了此前连续八周的下降趋势,转而出现回升,尤其是螺纹钢、线材库存量增加较为明显,目前的全国钢材库存水平较去年同期大幅下降31.86%。全国市场库存由降转升,对市场心态形成了一定的不利影响。9Cr2钢板伴随着钢价的下行,钢厂生产所用的原料成本也大幅走低。融资矿的风险集中,导致了近期矿价持续走低,在盈利甚、市场竞争日趋白热化的情况下,本应是减弱钢厂生产成本的利好在近来则成了拖累钢厂调低成品材价格的因素。而继宝钢下调6月份碳钢板材期货价格后,出台的6月份价格政策也维持下调基调,相比较近来热轧普材类价格的弱势,冷轧、酸洗、镀锌等价格整体表现要更差,高附加值的板材产品在当前钢厂目标转移向下游发展以及市场经济调节下,或将摒弃其量少趋势,市场占有份额或将增多,9Cr2钢板与普材产品的价格差也或将缩减。