以下是:数控等离子切割机大功率激光切割机一周内发货的产品参数
| 产品参数 |
|---|
| 产品价格 | 电仪 |
|---|
| 发货期限 | 3天 |
|---|
| 供货总量 | 999 |
|---|
| 运费说明 | 供方支付 |
|---|
| 最小起订 | 1 |
|---|
| 是否厂家 | 生产厂家 |
|---|
| 产品材质 | 钢结构 |
|---|
| 产品品牌 | 华宇诚数控 |
|---|
| 产品规格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | YCLM-4000 |
|---|
| 质保时间 | 2年 |
|---|
| 适用领域 | 金属钢板切割 |
|---|
以下是:数控等离子切割机大功率激光切割机一周内发货的图文视频
数控等离子切割机大功率激光切割机一周内发货,华宇诚数控科技有限公司为您提供数控等离子切割机大功率激光切割机一周内发货的资讯,联系人:,电话:18986290037、18986290037,QQ:1051088151,发货地:武汉江夏区庙山工业园特1号发货到内蒙古 通辽市 。 内蒙古自治区,通辽市 1999年1月13日,哲里木盟撤销,设立地级通辽市。通辽市是蒙古民族的发祥地之一,科尔沁草原曾产生和流传着的科尔沁三大叙事民歌(韩秀英、达那巴拉、嘎达梅林)和上千首短调民歌。通辽境内有京通、通让、大郑、通霍、集通5条铁路交汇,已开通“通满欧”国际货运班列,3条高速、6条国道和7条省道贯穿,是实施“一带一路”和内蒙古自治区推进向北开放的重要战略节点,地处环渤海经济圈、东北经济区和东北亚经济圈,是东北与华北的交汇中心;通辽民航机场可起降波音737等大中型客机,通辽火车站是全国36个铁路枢纽编组大站之一。境内有科左中旗哈民考古遗址公园、奈曼旗宝古图沙漠旅游区等旅游景点。2018年12月,确定为第二批中国特色农产品优势区。2020年10月,被评为全国双拥模范城(县)。
我们的数控等离子切割机大功率激光切割机一周内发货产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:数控等离子切割机大功率激光切割机一周内发货的图文介绍


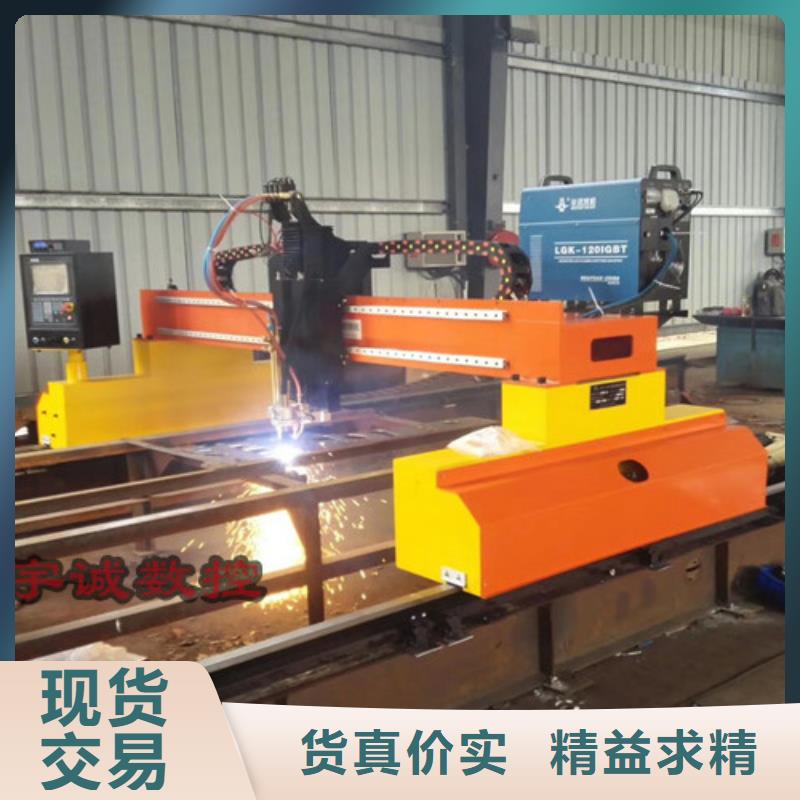
数控等离子切割机在我们的工作当中已经是让我们离不开的设备了,那么数控等离子切割机在国内到底多少钱一台才是合理的价格呢?有的企业说他做的数控等离子切割机质量好能卖多少多少钱,其实都不是他怎么说你就怎么听的,今天广州鑫达精工的小编就来跟大家分析一下一台数控等离子切割机到底多少钱,又该怎么去评论你自己买到的数控等离子切割机值多少钱一:等离子电源对数控等离子切割机来说,一个好的等离子电源是很重要的,对于等离子电源来说,在一台数控等离子切割机的质量上占有50%质量关系,那么我们有该怎么去衡量一台数控切割机的电源好遇坏呢广州鑫达精工认为有以下几点:通常数控切割机设备使用的是机用等离子电源;按起弧方式分类,等离子电源有接触起弧和非接触(按钮)起弧两种。现阶段配数控切割机使用的大多是非接触起弧方式。判断等离子电源属哪种起弧方式,只须看所配的手用割炬上是否有按钮即可。非接触起弧方式的等离子电源电流一般大于100A,即机用等离子电源电流一般大于100A,它重要的一个特点是大于100A电流的电源辐射较大,对操作人员的灼伤比较大。,我们还需要按照待切割板材厚度选择等离子电源电流大小,不同功率的等离子切割电源价格也不一样,功率越大耗电量及价格就越高,这是从成本方面考虑。二:数控等离子切割机的机械部件:对于数控等离子切割机的机械部件对一台数控等离子切割机也是相当重要的,机械部件做不好其他的做得再好也是没有用的,以下是广州鑫达精工对数控等离子切割机的机械部件介绍机械传动部分的行走精度,有的是丝杆传动,有的是塑料齿条传动; 等离子切割是利用等离子弧贯穿材料面达到切割效果,考虑到等离子弧的形状及材料贯穿步骤,等离子弧往往自切口的上部较下部切去较多的金属,使切口端面稍微倾斜,上部边缘一般呈方形,但有时稍呈圆形。?这里可能会导致的问题是切割束流造成的两个切割面在切口上缘的距离。在切口上缘熔化的情况下,紧靠熔化层下两切割面的距离出现异常。 切割面平面度是指所测部位切割面上的点和点、按切割面倾角方向所作两条平行线的间距。切割设备:割枪的喷嘴孔径很重要,一般切割薄板用1.0的孔就可以了。切割气压,在引弧可靠的情况下,可以尽量调高。切割电流:在保证切割效率的情况下,适当调小电流,可以减少割缝。 一般来说,使用数控等离子切割机加工,其割缝宽度与切割材料的厚度有一定的关系,但不少企业加工的情况来看,割缝宽度多有超出这个范围进而严重影响了切割质量,以华宇诚多年研发生产经验来看,等离子弧切割的切口宽度比氧-乙炔切割的切口宽度宽1.5~2倍,随板厚增加,切口宽度也增加。对板厚在25mm以下的不锈钢或铝,可用小电流等离子弧切割,切口的平直度是很高的,特别是切割厚度8mm以下的板材,可以切出小的棱角,甚至不需加工就可直接进行焊接,这是大电流等离子弧切割难以得到的。这对薄板不规则曲线下料和切割非规则孔提供了方便。 等离子弧切口表面存在约0.25~3.80mm厚的熔化层,但切口表面化学成分没有改变。如切割含Mg5%的铝合金时,虽有0.25mm厚的熔化层,但成分未变,也未出现有氧化物。若用切割表面直接进行焊接也可以得到致密的焊缝。切割不锈钢时,由于受热区很快通过649℃的临界温度,使碳化铬不会沿晶界析出。因此,用等离子弧切割不锈钢是不会影响它的耐腐蚀性的。通过以上的了解我相信大家都对自己所买到的数控等离子切割机是好还是不好都有一定的认识了,也基本可以判定自己的数控等离子切割机多少钱,在此,武汉华宇诚数控提醒大家,在购买数控等离子切割机时要做好对比,对比加工和质量,看到底什么样的设备才是自己所需要购买的。



华宇诚数控科技有限公司拥有完整、科学的质量管理体系,以诚为本,以品求存,在诚信、实力和【内蒙古通辽光纤激光切割机床】产品质量上均获得业界的认可,【内蒙古通辽光纤激光切割机床】产品畅销全国各地。我们多年来一直坚持“以人才为根本,以市场为导向,全心全意为客户服务”的经营理念,坚持“以顾客为上帝、质量为生命、管理为核心”的发展道路,本着“诚信、务实、创新”的企业精神,不断进行技术改造和设备更新,不断研究、学习和借鉴国内外先进工艺技术,紧跟市场需求积j i开发新品种,满足广大消费者的需求。我们以热情周到的服务,过硬的【内蒙古通辽光纤激光切割机床】产品质量,赢得了越来越多的客户,热烈欢迎各界朋友莅临参观、指导和业务洽谈。


数控等离子切割机切割质量的评价指标这一节我们谈一下数控等离子切割机切割质量的评价指标,对于数控等离子切割机切割质量的评价指标,相信大家都不是很清楚,接下来就由武汉耐霸小编来给大家介绍一下。 数控等离子切割机切割质量的评价指标目前还没有性的标准,只有行业标准:即《热切割等离子弧切割、质量和尺寸偏差》(JB/T 10045.4-1999)。对等离子弧切割质量的评价主要包括以下几个方面: 一、切口的宽度:它是评价切割机切割质量的重要特征值之一,也反映切割机所能切割小圆的半径尺寸。它是以切口宽处的尺寸来计量的,大部分等离子切割机的切口宽度在0.15~6mm之间。造成的影响:1、过宽的切口不仅会浪费材料,也会降低切割速度和增大能耗。2、切口宽度主要与喷嘴孔径有关,一般来说,切口宽度总是要比喷嘴孔径大10%~40%。3、当切割厚度增加时,往往需要使用更大的喷嘴孔径,切口也将随之加宽。4、切口宽度增加,会使割件的变形量增大。二、表面粗糙度:它用来描述切口表面的外观,确定切割后是否需要再加工。它是测量切口深度2/3处横断面上的Ra值。由于切割气流的作用在切割前进方向上产生纵向振动的结果,主要形式是切割波纹。一般要求氧乙炔法切割后的表面粗糙度:1级Ra≤30μm,2级Ra≤50μm,1级Ra≤100μm。等离子弧切割的切口Ra值通常超过火焰切割的水平,但是低于激光切口Ra值(小于50μm)三、切口棱边的方形度:它也是反映切割质量的重要参数,关系到切割后所需要再加工程度。该指标常用垂直度U或角度公差来表示。一般来说:等离子弧切割时其U值与板厚及工艺参数关系密切,通常在U≤(1%~4%)δ(δ为板厚),激光切割U≤0.5mm。四、热影响区的宽度:该指标对于那些可硬化或可热处理的低合金钢或合金钢非常重要,过宽的热影响区宽度会明显改变切口附近的性能。空气等离子弧切割的热影响区宽度在0.3mm左右,水下等离子弧切割时,热影响区宽度还可以更窄。五、挂渣量:是描述热切割后在切口下缘粘附的氧化物熔渣或重新凝固材料的多少。挂渣的等级通常是靠肉眼观测来确定的,一般用无、轻微、中等和严重等术语来描述。另外,对割缝直线度、上缘的熔化度以及缺口等也应该有相应的要求。



数控等离子切割机电弧功率数控等离子切割机为了获得高压缩性的等离子弧切割电弧,切割喷嘴都采用了较小的喷嘴孔径、较长的孔道长度并加强了冷却效果,这样可以使得喷嘴有效断面内通过的电流增加,即电弧的功率密度加大。但同时压缩也使得电弧的功率损失加大,因此,实际用于切割的有效力量要要比电源输出的功率小,其损失率一般在25%~50%之间,有些方法如水压缩等离子弧切割的力量损失率会更大,在进行切割工艺参数设计或切割成本的经济核算时应该考虑这个问题。在工业中使用的金属板厚大多是在50mm以下,在这个厚度范围内用常规的等离子弧切割往往会形成上大下小的割口,而且割口的上边缘还会导致切口尺寸精度下降并增加后续加工量。当采用氧和氮气等离子弧切割碳钢、铝和不锈钢时,当板厚在10~25mm范围内时,通常是材料越厚,端边的垂直度越好,其切割棱边的角度误差在1度~4度。当板厚小于1mm,随板厚的减小,切口角度误差从3°~4°增加到15°~25°。一般认为,这种现象的产生原因是由于等离子射流在割口面上的热输入不平衡所致,即在割口的上部等离子弧力量的释放多于下部。这个力量释放的不平衡,与很多工艺参数密切相关,如等离子弧压缩程度、切割速度及喷嘴到工件的距离等。增加电弧的压缩程度可以使高温等离子射流延长,形成更为均匀的高温区域,同时加大射流的速度,可以减小切口上下的宽度差。然而,常规喷嘴的过度压缩往往会引起双弧现象,双弧不但会损耗电极和喷嘴,使切割过程无法进行,而且也会导致切口质量的下降。另外,过大的切割速度和过大的喷嘴高度都会引起切口上下宽度差的增加。(以上内容摘自国内百科网)
在内蒙古通辽市采买数控等离子切割机大功率激光切割机一周内发货到华宇诚数控科技有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:-18986290037,QQ:1051088151,地址:《江夏区庙山工业园特1号》。