以下是:【数控等离子切割机】_金属光纤激光切割机厂家专业厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 电仪 |
|---|
| 发货期限 | 3天 |
|---|
| 供货总量 | 999 |
|---|
| 运费说明 | 供方支付 |
|---|
| 最小起订 | 1 |
|---|
| 是否厂家 | 生产厂家 |
|---|
| 产品材质 | 钢结构 |
|---|
| 产品品牌 | 华宇诚数控 |
|---|
| 产品规格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | YCLM-4000 |
|---|
| 质保时间 | 2年 |
|---|
| 适用领域 | 金属钢板切割 |
|---|
以下是:【数控等离子切割机】_金属光纤激光切割机厂家专业厂家的图文视频
【数控等离子切割机】_金属光纤激光切割机厂家专业厂家,华宇诚数控科技有限公司专业从事【数控等离子切割机】_金属光纤激光切割机厂家专业厂家,联系人:,电话:18986290037、18986290037,QQ:1051088151,发货地:武汉江夏区庙山工业园特1号发货到安徽省 合肥市、马鞍山市、蚌埠市、黄山市、阜阳市、亳州市、六安市、巢湖市、铜陵市、淮北市、淮南市、芜湖市、安庆市、滁州市、宿州市、宣城市、池州市,以下是【数控等离子切割机】_金属光纤激光切割机厂家专业厂家的详细页面。 安徽省 安徽省建于清康熙六年(1667年);清朝初年,设置江南省(大致包括如今的上海市、江苏省和安徽省);清康熙六年(1667年)正式撤销江南省,分为安徽、江苏两省,因安庆府为当时安徽境内的政治中心,徽州府经济发达,故取两府首字而得省名;安徽因历史上有古皖国和境内的皖山、皖河而简称“皖”。
想要深入了解【数控等离子切割机】_金属光纤激光切割机厂家专业厂家产品的各项功能和特点?我们为您准备了精彩视频,不容错过!
以下是:【数控等离子切割机】_金属光纤激光切割机厂家专业厂家的图文介绍

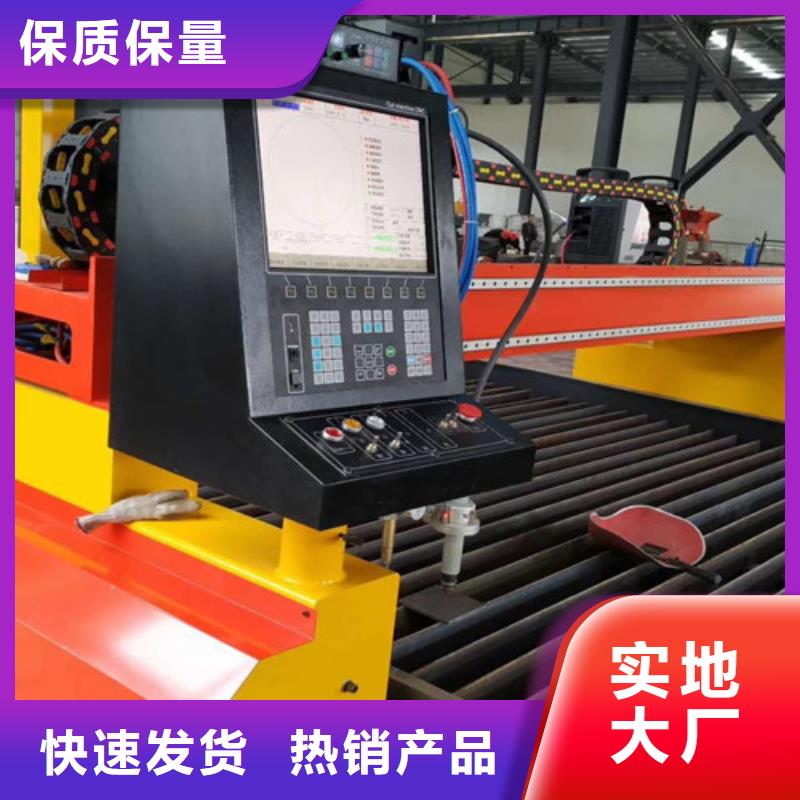
安徽光纤激光切割机床生产制作经验品质好放心选择
安徽光纤激光切割机床的详细介绍
厂家销售保质保量

华宇诚数控科技有限公司处于素有“ 安徽光纤激光切割机床之都”美称的安徽,优越的地理位置和便利的交通给公司的发展带来了充分的条件.技术骨干精良,实力雄厚,公司勇于创新,一直致力于 安徽光纤激光切割机床生产技术的革新,跑在生产技术的前沿。

华宇诚数控科技有限公司
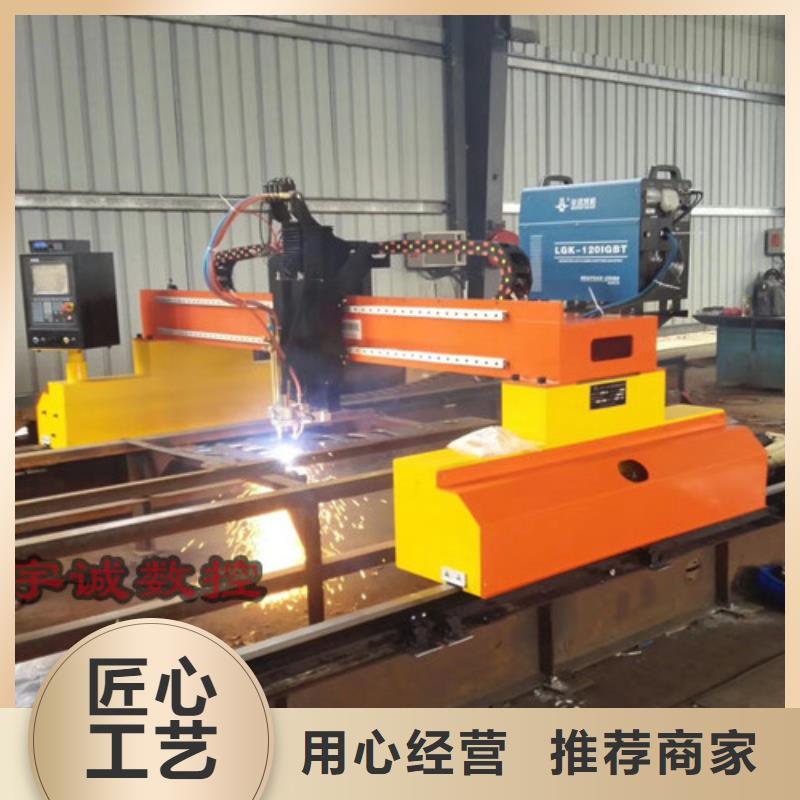
产品实拍图片
从事安徽光纤激光切割机床行业多年品质值得信赖


【数控等离子切割机】_金属光纤激光切割机厂家专业厂家_华宇诚数控科技有限公司,固定电话:18986290037,移动电话:18986290037,联系人:,QQ:1051088151,江夏区庙山工业园特1号 发货到 安徽省。