


想了解我们的【PE双壁波纹管-MPP电力管专业设计】产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:【PE双壁波纹管-MPP电力管专业设计】的图文介绍

出料均匀后模口多余的物料。安装好定径套,联结好管路,检查有无渗漏。拆除模口段的18-22区加热器。点动成型机“前进”按纽,使成型机到预定位置,注意模块与定型套间的间隙,如有干涉应进行调整。成型机调整到位后,启动真空泵,打开 段真空。启动成型机使模块运转。启动正常充气,快速充气。启动1#挤出机,一段时间后停止快速充气,待已形成外层壁,一级真空形成压力后,启动2#挤出机,内层真空。管材正常生产后,启动各部冷却。随时注意观察各压力表表压、各级温度、速度变化情况,作好相应的记录。管材通过喷淋冷却槽,启动水泵电机。
对管材均匀喷洒冷却水,使管材进一步的冷却。启动吹干装置除去管材外表面的水分。分别启动切割机、堆放机进行切割和堆放。停机操作停止加热首先合上料斗插板,停止加料,逐渐降低螺杆转速,停止挤出。停止压缩空气、真空,向后退出成型机,管材脱离成型模块后,按下成型机“停止”按纽,成型模块停止运行。停止各部冷却。切断各设备电源、水源、压缩空气。清理现场。停机的处理如遇HDPE双壁波纹管成型不理想,需要进行调整时。需先停止挤出机,成型机向后退出至适当位置,成型模块继续运转至管材脱离成型模块后停止。遇紧急情况需紧急停机时,按急停按纽,当设备运行中发生重大时,应立即切断总电源。操作注意事项严禁金属块及其他硬质杂物混入物料中。
HDPE双壁波纹管管道修补要点HDPE双壁波纹管管道敷设后,因意外因素造成管壁出现局部损坏,当损坏部位的面积或裂缝长度和宽度不超过规定时,可采取粘贴修补措施.HDPE双壁波纹管管壁局部损坏的孔洞直径或边长不大于20mm时,可用聚氯乙烯塑料粘接溶剂在其外部粘贴直径不小于l00mm与管材同样材质的圆形板.管壁局部损坏孔洞为20~100mm时,可用聚氯乙烯塑料粘接溶剂在其外部粘贴不小于孔洞 尺寸加l00mm与管材同样材质的圆形板.管壁局部出现裂缝,当裂缝长度不大于管周长的1/12时,可在其裂缝处粘贴长度大于裂缝长度加100mm、宽度不小于60mm与管材同样材质的板,板两端宜切割成圆弧形.
修补前应先将管道内水排除,用刮刀将管壁面破损部分剔平修整,并用水清洗干净.对异形壁管,必须将贴补范围内的肋剔除,再用砂纸或锉刀磨平.粘接前应先用环已酮刷粘接部位基面,待干后尽快涂刷粘接溶剂进行粘贴.外贴用的板材宜采用,从相同管径管材的相应部位切割的弧形板.外贴板材的内侧同样必须先清洗干净,采用环已酮涂刷基面后再涂刷粘接溶剂.对不大于20mm的孔洞,在粘贴完成后,可用土工布包缠固定,固化24小时后即可还土。
对管材均匀喷洒冷却水,使管材进一步的冷却。启动吹干装置除去管材外表面的水分。分别启动切割机、堆放机进行切割和堆放。停机操作停止加热首先合上料斗插板,停止加料,逐渐降低螺杆转速,停止挤出。停止压缩空气、真空,向后退出成型机,管材脱离成型模块后,按下成型机“停止”按纽,成型模块停止运行。停止各部冷却。切断各设备电源、水源、压缩空气。清理现场。停机的处理如遇HDPE双壁波纹管成型不理想,需要进行调整时。需先停止挤出机,成型机向后退出至适当位置,成型模块继续运转至管材脱离成型模块后停止。遇紧急情况需紧急停机时,按急停按纽,当设备运行中发生重大时,应立即切断总电源。操作注意事项严禁金属块及其他硬质杂物混入物料中。
HDPE双壁波纹管管道修补要点HDPE双壁波纹管管道敷设后,因意外因素造成管壁出现局部损坏,当损坏部位的面积或裂缝长度和宽度不超过规定时,可采取粘贴修补措施.HDPE双壁波纹管管壁局部损坏的孔洞直径或边长不大于20mm时,可用聚氯乙烯塑料粘接溶剂在其外部粘贴直径不小于l00mm与管材同样材质的圆形板.管壁局部损坏孔洞为20~100mm时,可用聚氯乙烯塑料粘接溶剂在其外部粘贴不小于孔洞 尺寸加l00mm与管材同样材质的圆形板.管壁局部出现裂缝,当裂缝长度不大于管周长的1/12时,可在其裂缝处粘贴长度大于裂缝长度加100mm、宽度不小于60mm与管材同样材质的板,板两端宜切割成圆弧形.
修补前应先将管道内水排除,用刮刀将管壁面破损部分剔平修整,并用水清洗干净.对异形壁管,必须将贴补范围内的肋剔除,再用砂纸或锉刀磨平.粘接前应先用环已酮刷粘接部位基面,待干后尽快涂刷粘接溶剂进行粘贴.外贴用的板材宜采用,从相同管径管材的相应部位切割的弧形板.外贴板材的内侧同样必须先清洗干净,采用环已酮涂刷基面后再涂刷粘接溶剂.对不大于20mm的孔洞,在粘贴完成后,可用土工布包缠固定,固化24小时后即可还土。


PE双壁波纹管的脆化温度是-70℃。一般低温条件下(-30℃以上)施工时不必采取特殊保护措施,冬季施工方便,而且,HDPE双壁波纹管有良好的抗冲击性。6.化学稳定性佳:由于HDPE分子没有极性,所以化学稳定性极好。除少数的强氧化剂外,大多数化学介质对其不起破坏作用。一般使用环境的土壤、电力、酸碱因素都不会使该管道破坏,不滋生细菌,不结垢,其流通面积不会随运行时间增加而减少。7.使用寿命长:在不受阳光紫外线条件下,PE双壁波纹管的使用年限可达50年以上。8.优异的耐磨性能:德国曾用试验证明,HDPE的耐磨性甚至比钢管还要高几倍。9.适当的挠曲度:一定长度的HDPE双壁波纹管轴向可略为挠曲,不受地面一定程度的不均匀沉降的影响,可以不用管件就直接铺在略为不直的沟槽内等等。
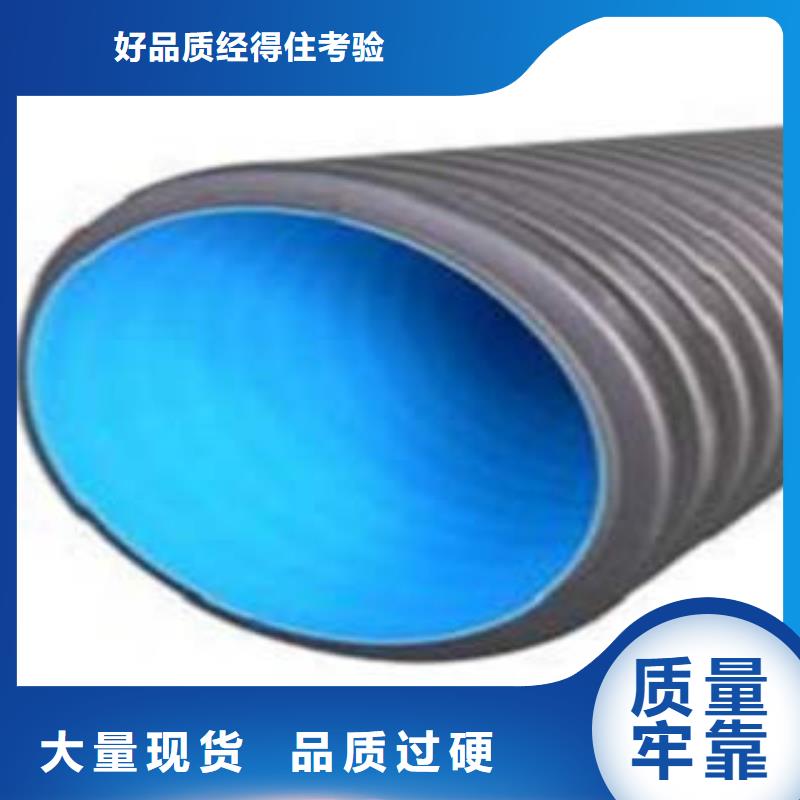
PE双壁波纹管的管材特性:双壁波纹管的特点:运用力学原理设计的外壁波纹结构,科学合理,具有良好的物理力学性能。①、长久的使用寿命:正常使用寿命可达50年以上。②、卓越的耐腐蚀性能:除极少强氧化剂外,可耐多种化学介质的侵蚀,抗渗漏性好。③、优异的抗磨损性能:通过与钢管的耐磨性对比,耐磨性是钢管的4倍以上。④、良好的耐低温、抗冲击性能:韧性好,耐冲击强度高;脆化温度低,使用范围零下60度至40摄氏度。⑥、良好的施工性能:管道质轻施工方便,连接可靠,工程综合造价低。⑦、良好的可绕性:管道柔性好,可适度弯曲,抗不均匀沉降效果好⑧、水流阻力小:管内表面光滑,流体阻力小,可降低管路的压力损失盒输水能耗。公司的主要产品“元汇”牌塑料管材、管件。
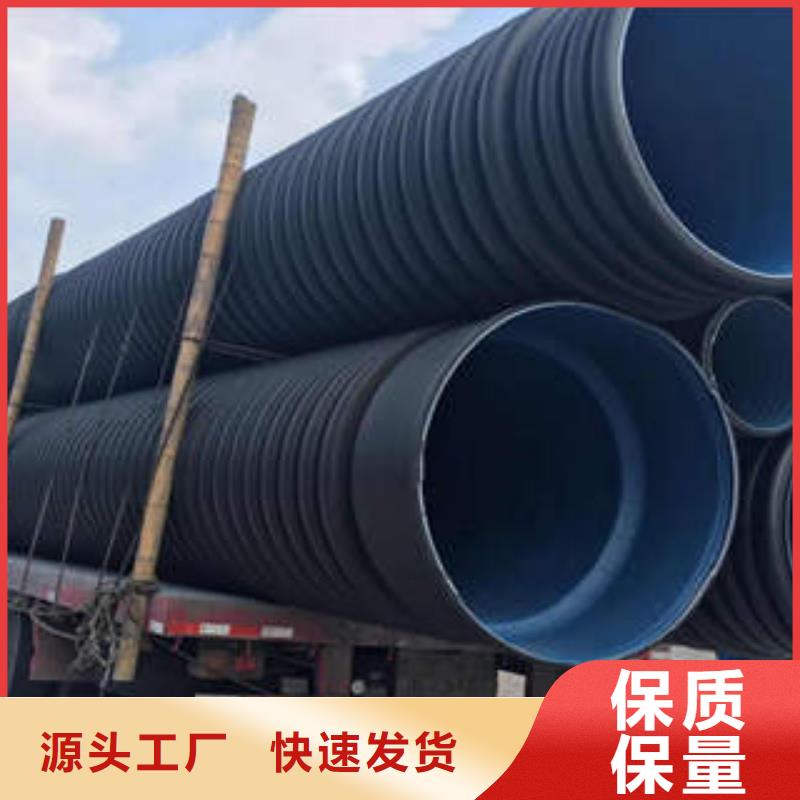
PE双壁波纹管具有重量轻、耐高压、韧性好、施工快寿命长等特点,除了具有普通塑料管所具有的耐腐蚀性好,绝缘性高,内壁光滑,流动阻力小等特点以处,还因采用了特殊的中空环形结构,具有优异的环刚度和良好的强度与韧性,及重量轻,耐冲击性强,不易破损等特点。目前在发达 的诸多领域已经广泛应用,尤其是在美国,加拿大,日本以及欧洲许多 ,双壁波纹管广泛应用于市政排水排污,农业灌溉,煤矿通风、化工、通电缆护套等领域。实践证明,在满足工程应用的强度和刚度要求下,采用双壁波纹管结构可节约原材料30%-50%,此外,对比混凝土管,铸铁管,有运输安装方便,降低施工人员劳动强度及降低工程的总投资等优势,双壁波纹管已成为管道领域“以塑代钢”的 管材。
推出的PE双壁波纹管生产线是塑料挤出成型领域取得的研究成果。管材生产采用直接挤出成型工艺,生产效率高,质量可靠。PE双壁波纹管由于其优异的管壁结构设计,与其他结构的异型壁管相比,可保证轻的重量,即管材成本的大幅度降低,管材市场竞争力的大幅度提高,且由于连接方便、可靠,无需专门的复杂管件,所以在国内得到了广泛应用,被大量替代传统的混凝土管和铸铁管。在我国,随着对环境保护的重视和埋地排水、排污管网的建设,PE双壁波纹管拥有巨大的市场空间和发展前景。
PE双壁波纹管的管材特性:双壁波纹管的特点:运用力学原理设计的外壁波纹结构,科学合理,具有良好的物理力学性能。①、长久的使用寿命:正常使用寿命可达50年以上。②、卓越的耐腐蚀性能:除极少强氧化剂外,可耐多种化学介质的侵蚀,抗渗漏性好。③、优异的抗磨损性能:通过与钢管的耐磨性对比,耐磨性是钢管的4倍以上。④、良好的耐低温、抗冲击性能:韧性好,耐冲击强度高;脆化温度低,使用范围零下60度至40摄氏度。⑥、良好的施工性能:管道质轻施工方便,连接可靠,工程综合造价低。⑦、良好的可绕性:管道柔性好,可适度弯曲,抗不均匀沉降效果好⑧、水流阻力小:管内表面光滑,流体阻力小,可降低管路的压力损失盒输水能耗。公司的主要产品“元汇”牌塑料管材、管件。
PE双壁波纹管具有重量轻、耐高压、韧性好、施工快寿命长等特点,除了具有普通塑料管所具有的耐腐蚀性好,绝缘性高,内壁光滑,流动阻力小等特点以处,还因采用了特殊的中空环形结构,具有优异的环刚度和良好的强度与韧性,及重量轻,耐冲击性强,不易破损等特点。目前在发达 的诸多领域已经广泛应用,尤其是在美国,加拿大,日本以及欧洲许多 ,双壁波纹管广泛应用于市政排水排污,农业灌溉,煤矿通风、化工、通电缆护套等领域。实践证明,在满足工程应用的强度和刚度要求下,采用双壁波纹管结构可节约原材料30%-50%,此外,对比混凝土管,铸铁管,有运输安装方便,降低施工人员劳动强度及降低工程的总投资等优势,双壁波纹管已成为管道领域“以塑代钢”的 管材。
推出的PE双壁波纹管生产线是塑料挤出成型领域取得的研究成果。管材生产采用直接挤出成型工艺,生产效率高,质量可靠。PE双壁波纹管由于其优异的管壁结构设计,与其他结构的异型壁管相比,可保证轻的重量,即管材成本的大幅度降低,管材市场竞争力的大幅度提高,且由于连接方便、可靠,无需专门的复杂管件,所以在国内得到了广泛应用,被大量替代传统的混凝土管和铸铁管。在我国,随着对环境保护的重视和埋地排水、排污管网的建设,PE双壁波纹管拥有巨大的市场空间和发展前景。



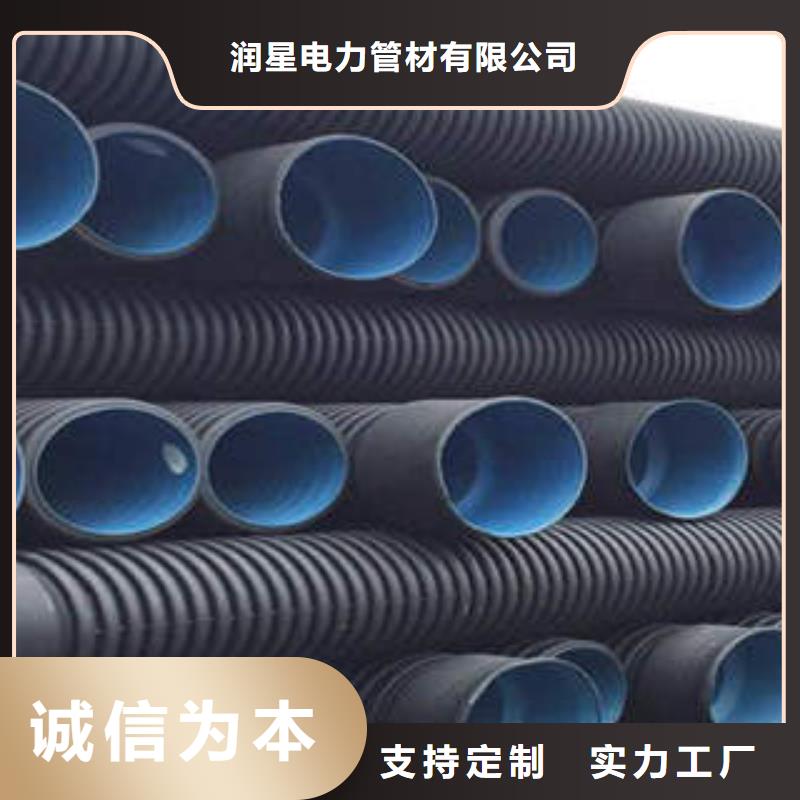
润星电力管材有限公司吸取和引进国内的先进技术与先进设备,汇集了一大批长期从事 山东临沂玻璃钢电力管研究、应用的工程技术人才,整合技术、人才优势。


今天公司就给大家带来“双壁波纹管价格双壁波纹管价格”,让您除了了解之前的PE双壁波纹管模具之外,能对该行业有更多的认识!轴向上波峰的厚度不一致正常冲气过大、口模的空隙过大等导致。内壁不平整。内壁不平整一般由真空度偏小、水套温度过高、内层过薄等引起。真空度偏小应当检查内层真空管路是否畅通,真空泵是否工作正常等。水套温度过高一般是因为冷却水的水温过高或冷却水的流量过小引起波纹管,双壁波纹管价格可通过这两个方面的调整来解决。内层有划痕一般因为料温过高致使内层口模上粘有糊料;料内有杂质;水套上有划伤;内层口模有划伤等。一般来说只能通过调整原材料的性能来改善。很多人查看了:HDPE/PP双壁波纹管生产线特点:SBG800双壁波纹管生产线是根据市场要求。
吸收国外同行业先进技术推出的塑料挤出成型领域取得的研究成果,整条生产线适合HDPE,LDPE,PP等原料的高速挤出。生产线采用直接挤出(双机共挤)成型工艺,人价格机双壁波纹管价格界面控制系统,自动化程度高,质量可靠,运行稳定,深受国内外客户的欢迎。切割机:高强度合金钢刀片,旋转式切割,管材切口光滑平整,切割时无粉屑。通过轨迹跟踪装置,使切割位置,德国西门子专业PLC编程控制,操作简捷灵敏。生产线控制系统:采用德国西门子公司专业PLC控制系统,15"超大屏幕彩色触摸人机界面,自动化程度高,运行可靠,操作简便,具有远程通讯功能,可实现故障远程诊断和排除阅读了“双壁波纹管价格双壁波纹管价格”,相大家对于双壁波纹管价格等问题有了大概了解。如果您还想了解PVC双壁波纹管道管道制品、供应商,哪家好,批发等相关内容,敬请关注我们的后续新闻!
PE双壁波纹管大家都不陌生,在生活、工作中都能用到,但是知道PE双壁波纹管制作过程的却是。小小的PE双壁波纹管必须经过复杂的工艺才能成为合格的产品,由于PE双壁波纹管多是大口径型规格,挤出成型用原料较多,所以一般厂家都采用双螺杆挤出机(平行或锥形双螺杆挤出机均可应用),PE双壁波纹管成型过程主要经过管材成型,管材切断和扩口等三个工艺流程,混合筛后粉料-向挤出机上料-挤出机加热塑化-挤出机头分流-压缩成双层薄壁管状-在模块与定径套间由压缩空气吹涨-内外壁成型-冷却水次序却定型-连续牵引管材脱模。成型机匀速出管-切割机夹具卡紧并同行-切割刀盘旋转并进刀-切割管材-刀盘复位-夹具松开复位-小车回位等待下一指令。综合上述,不难看出PE双壁波纹管的生产工艺非常复杂,经过完善的生产工艺才能生产出高质量PE双壁波纹管,满足日常生活的需要。
HDPE双壁波纹管在当前的排水领域中使用的十分广泛,但是其在使用中由于各种意外也会出现管道破裂问题,造成管道漏水。波纹管如果漏水,会使污水泄漏,污染周围环境。遇到双壁波纹管漏水要及时处理,防止引起次生灾害。而如何处理管道漏水问题呢,下面我们一起来仔细了解一下。出现轻漏水。HDPE双壁波纹管出现轻漏水情况时,可以通过补焊维修的方法进行处理。先应当在管道的上游,通过检查井将雨污水提前抽净,然后将管道破损部位露出地面,通过专用的焊条,将破损位置通过热风加热焊接,可以有效处理HDPE双壁波纹管轻漏水现象。出现漏水严重,不能补焊现象。如果出现这种情况,建议将漏水区域的HDPE双壁波纹管全部挖出。
吸收国外同行业先进技术推出的塑料挤出成型领域取得的研究成果,整条生产线适合HDPE,LDPE,PP等原料的高速挤出。生产线采用直接挤出(双机共挤)成型工艺,人价格机双壁波纹管价格界面控制系统,自动化程度高,质量可靠,运行稳定,深受国内外客户的欢迎。切割机:高强度合金钢刀片,旋转式切割,管材切口光滑平整,切割时无粉屑。通过轨迹跟踪装置,使切割位置,德国西门子专业PLC编程控制,操作简捷灵敏。生产线控制系统:采用德国西门子公司专业PLC控制系统,15"超大屏幕彩色触摸人机界面,自动化程度高,运行可靠,操作简便,具有远程通讯功能,可实现故障远程诊断和排除阅读了“双壁波纹管价格双壁波纹管价格”,相大家对于双壁波纹管价格等问题有了大概了解。如果您还想了解PVC双壁波纹管道管道制品、供应商,哪家好,批发等相关内容,敬请关注我们的后续新闻!
PE双壁波纹管大家都不陌生,在生活、工作中都能用到,但是知道PE双壁波纹管制作过程的却是。小小的PE双壁波纹管必须经过复杂的工艺才能成为合格的产品,由于PE双壁波纹管多是大口径型规格,挤出成型用原料较多,所以一般厂家都采用双螺杆挤出机(平行或锥形双螺杆挤出机均可应用),PE双壁波纹管成型过程主要经过管材成型,管材切断和扩口等三个工艺流程,混合筛后粉料-向挤出机上料-挤出机加热塑化-挤出机头分流-压缩成双层薄壁管状-在模块与定径套间由压缩空气吹涨-内外壁成型-冷却水次序却定型-连续牵引管材脱模。成型机匀速出管-切割机夹具卡紧并同行-切割刀盘旋转并进刀-切割管材-刀盘复位-夹具松开复位-小车回位等待下一指令。综合上述,不难看出PE双壁波纹管的生产工艺非常复杂,经过完善的生产工艺才能生产出高质量PE双壁波纹管,满足日常生活的需要。
HDPE双壁波纹管在当前的排水领域中使用的十分广泛,但是其在使用中由于各种意外也会出现管道破裂问题,造成管道漏水。波纹管如果漏水,会使污水泄漏,污染周围环境。遇到双壁波纹管漏水要及时处理,防止引起次生灾害。而如何处理管道漏水问题呢,下面我们一起来仔细了解一下。出现轻漏水。HDPE双壁波纹管出现轻漏水情况时,可以通过补焊维修的方法进行处理。先应当在管道的上游,通过检查井将雨污水提前抽净,然后将管道破损部位露出地面,通过专用的焊条,将破损位置通过热风加热焊接,可以有效处理HDPE双壁波纹管轻漏水现象。出现漏水严重,不能补焊现象。如果出现这种情况,建议将漏水区域的HDPE双壁波纹管全部挖出。



