



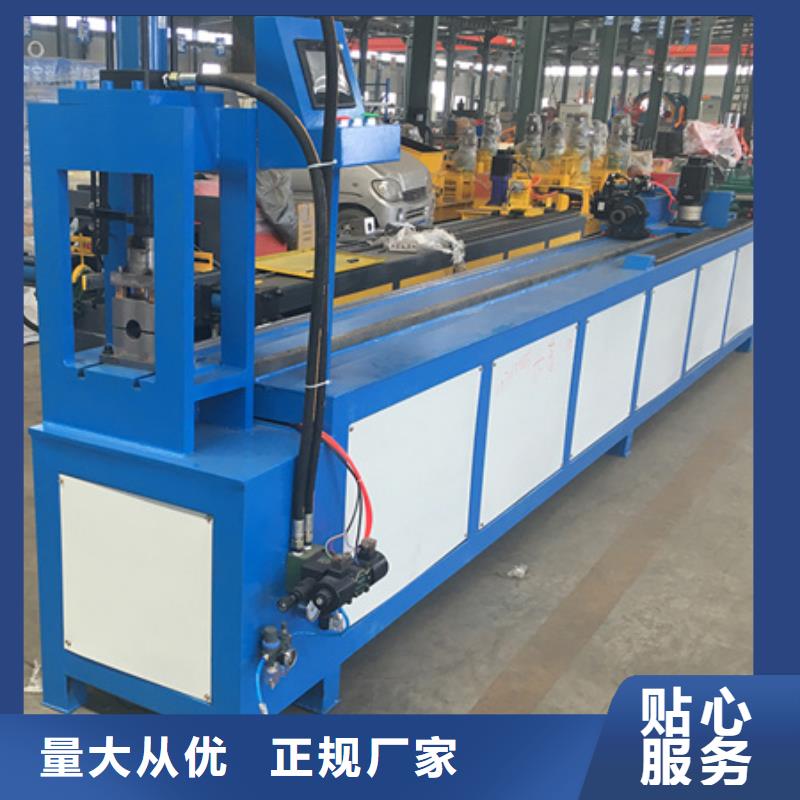

工作原理:把工字钢放在冷弯机上,与减速器带动的滚轮接触后,将压紧手柄进给锁紧,启动电机油泵组,由电动油泵输出的高压油经溢流阀(可调整所需压力),进入聚成块到电液阀,有电液阀和点动开关(点进、点退)控制油缸工作,工作油缸推进,将工字钢与三个支撑滚轮压紧并未发生弯曲变形时开始计算,油缸再推进的长度进程为每次10mm-15mm,开主电机正转或反转,由主电机带动工字钢工作,反复操作,达到所需为止。
使用须知
设备安装在坚硬的基础面上,找正,以进给导轨面处于水平位置为准。
工字钢必须在水平的工作台上(带有滚动的工作台)工作。
使用前必须加油(减速器加30#机油,油箱加46#液压油),以后定期更换新油。
试机


主要技术参数
1、 整机尺寸 : 长*宽*高=2940*1720*1613
2、 油缸推进速度: 3.5-5.5mm/s
3、 工件小弯曲半径: 2500mm
4、 液压系统额定工作压力: 20MPa
5、 主动轮转速: 7.78转/分钟
6、 主动轮线速度: 4.04m/min
7、 装机容量: 10KW
主动轮电机: 2*3KW
油泵电机: 4KW
8、 整机重量: 2000Kg



建贸机械设备有限公司是【安徽淮北钢筋锯床】产品专业生产加工的厂家,拥有完整、科学的质量管理体系。建贸机械设备有限公司的诚信、实力和【安徽淮北钢筋锯床】产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。

6、先启动水泵,确保水循环正常,即电控箱上的缺水指示灯不亮。
7、旋转功率调节按钮,调节输入电流大小。
8、打开定时器,调节加热的时间,一般电流越大,加热所需的时间越短。(加热时间一般在4秒左右)
9、启动油泵,确保油泵油路正常循环。
10、水路及油路都正常循环后,再启动主机进行操作。
故焊网机变压器二次电压不高,固定式焊网机通常在10V以内,悬挂式焊机因焊接回路长,范围宽,二次电压达24V左右,由于电阻焊接要求焊接电流大,电压低,电阻焊用变压器二次绕组仅采用一匝(悬挂式或长臂焊机采用两匝)。 C,检验铜软联以及电极臂,其以及电极头碰触的地方氧化情况严不严重,使得碰触的电阻加强发热严重,D,查看电极头的截面是不是因为摩擦太多,使得其过载出现了发热,
