

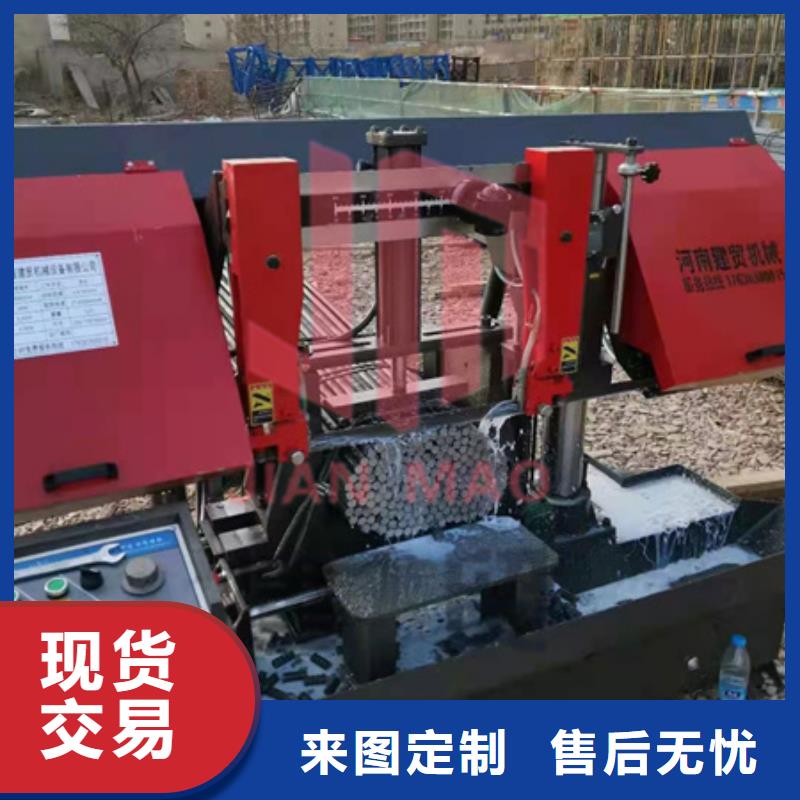




双立柱GS4240数控带锯床 全自动数控金属带锯床 40数控锯床
机床自动控制系统:
1、全自动控制人机界面通过机械、电气、液压的配合,具有自动送料、自动切削等系统来控制工作循环。
2、在操作系统里分为手动与全自动工作,由人机界面转换控制。
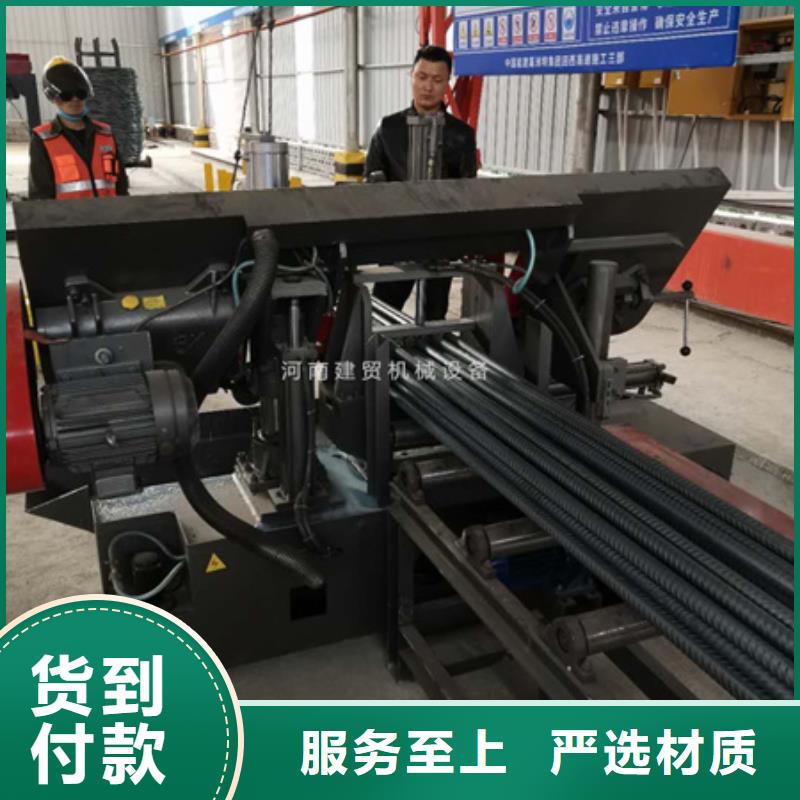
3、在带锯床上装有二组虎钳,一组用来锯料时夹紧,自动送料由另外一组虎钳夹紧通过油缸工作来控制送料。送料长度由紫外线接紧行程开关控制,送料时由光栅尺自动检测数据控制,由PC控制器转换锯床切割工作,自动送料返回原点。
4、数控带锯床适用于大批量同规格材料锯切,性能稳定,效率高。可取代于普通锯床的3倍工作效率。
5、人机界面取代传统控制面板功能,数字设定、指示灯等,随时显示设备状态,操作指示,参数设定。(在人机界面电脑上输入锯切长度、锯切数量,轻松一按启动按扭LCD显示液晶屏,锯切输入锯切数量完成后,锯床自动停机等其它功能。
6、由PLC可编程控制器,设定锯切全过程的自动程序。
7、送料长度采用光栅尺控制,定位准确精度高,长度误差<0.30mm。
8、可由数控控制单程自动送料长度400mm。



优惠的 澳门钢筋弯曲中心价格是我们对客户的庄严许诺,我们坚持以“质量树信誉,以品牌占市场,以创新求发展,以规模取效益”,建贸机械设备有限公司真诚希望在今后的岁月中继续与广大的用户和社会各界真诚合作,携手前进,共同发展。


a、锯床导向臂的导向角夹持的锯条与锯床工作台不笔直:处理:安好锯条,调整锯导向角的螺栓,使锯条与工作台面笔直。b、带锯条有可能磨损:处理方法:如果锯条有修正价值能够修补,如果没有的话就替换锯条。c、带锯条可能松了。涨紧锯条。d、带锯床下料速度进给太快,调整调速阀使进给速度慢一点。e、锯床两导向臂之间间隔太大,调一下导向臂的间隔,一般比材大6-10厘米f、锯床导向角里夹锯床的小轴承可能损坏,替换小轴承就能够!
数控锯床以圆锯片、锯带或锯条等为刀具,锯切金属圆料、方料、管料和型材等的机床。锯床的加工精度一般都不很高,多用于备料车间切断各种棒料、管料等型材。由主动轮和从动轮带动锯条作业,锯条断料方向由导轨操控架操控。经过调整自转轴承将带锯条调正调直经过扫削器将锯削扫掉。由液压油缸活塞杆支撑导轨操控架下落进锯断料,装有手动或液压油缸夹料锁紧组织,以及液压操作阀开关等。



、选择的锯条质量太次,主要表现在锯条背材与齿部齿尖的质量,不具有抗磨损性。建议选择质量好的进口锯条。
3、资料是否进行有效固定,主要表现为切割过程中资料松动导致,建议检查液压虎钳装置是否完好,对于成束切割的要保证装置上压紧,同时对锯条进行有效张紧。
4、切割进给过大,主要表现在为了调高切割效率,而下降速度过快。建议减少进给量或选择更效率的锯床,进给过大,而锯条线速跟不上的话,容易导致此现象的呈现。
5、锯床排屑钢丝刷停止工作或过度磨损,主要表现在加工过程中不能有效扫除锯条齿部间锯屑,而带入下次切割循环中,导致切削残留,造成锯床锯条打齿。建议定时更换锯床钢丝刷。
