以下是:云南省大理市PE燃气管-高压电力改性聚丙烯管实力优品的产品参数
以下是:云南省大理市PE燃气管-高压电力改性聚丙烯管实力优品的图文视频
【润星电力】为您提供
鹤庆复合电力管、
洱源承插管件、
普洱热浸塑钢管、
昭通DN110管材、
迪庆HDPE硅芯管等多元产品与服务。
PE燃气管-高压电力改性聚丙烯管实力优品,
润星电力管材(大理市分公司)为您提供
PE燃气管-高压电力改性聚丙烯管实力优品的资讯,联系人:
王经理,电话:
【18068949505】、【18068949505】。 云南省,大理白族自治州 大理白族自治州,云南省辖民族自治州,地处云南省中部偏西,介于东经98°52′~101°03′,北纬24°41′~26°42′之间,属于低纬高原季风气候,干湿季节分明,大部分地区夏无酷暑,冬无严寒,总面积29459平方千米。截至2022年末,大理白族自治州常住人口为330.5万人。截至2023年3月,大理白族自治州辖1个县级市、11个县,110个乡镇,自治州人民政府驻大理市下关。
我们的PE燃气管-高压电力改性聚丙烯管实力优品视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:云南大理PE燃气管-高压电力改性聚丙烯管实力优品的图文介绍


冬季施工时,因材料抗冲击性好,不会发生管子脆裂。PE燃气管水流阻力小:PE燃气管道具有光滑的内表面,其曼宁系数为0.009。光滑的表现和非粘附特性保证PE燃气管道具有较传统管材更高的输送能力,同时也降低了管路的压力损失和输水能耗。PE燃气管搬运方便:PE燃气管道比混凝土管道、镀锌管和钢管更轻,它容易搬运和安装,更低的人力和设备需求,意味着工程的安装费用的大大降低。PE燃气管多种全新的施工方式:PE燃气管道具有多种施工技术,除了可以采用传统的开挖方式进行施工外,还可以采用多种全新的非开挖技术如顶管、定向钻孔、衬管、裂管等方式进行施工,这对于一些不允许开挖的场所,是的选择,因此PE燃气管道应用领域更为广泛。
公司的主要产品PE燃气管具有很好的抗腐蚀性、抗冲击性及很好的气密性等。PE燃气管膨胀系数一般多钢管的十倍左右,PE燃气管对酸、碱、盐及杂散电流均不敏感,也不会被生物侵蚀。同时PE燃气管具有连接方便、施工简单、维修少、使用寿命长、经济效益明显的特性。公司的主打产品PE燃气管主要销往山东,山西,河南,河北,内蒙等地区。被山西省环境保护局和山西省发改委认定为气化山西项目的指定产品。随着PE燃气管被使用的越来越多、范围越来越广,PE燃气管的连接方式越来越被人们重视。现在国内外对于PE燃气管的连接方式包括热熔对接、热熔插接、电熔焊接三种。PE燃气管热熔对接是将PE燃气管端界面,利用加热板加热熔融后相互对接融合。
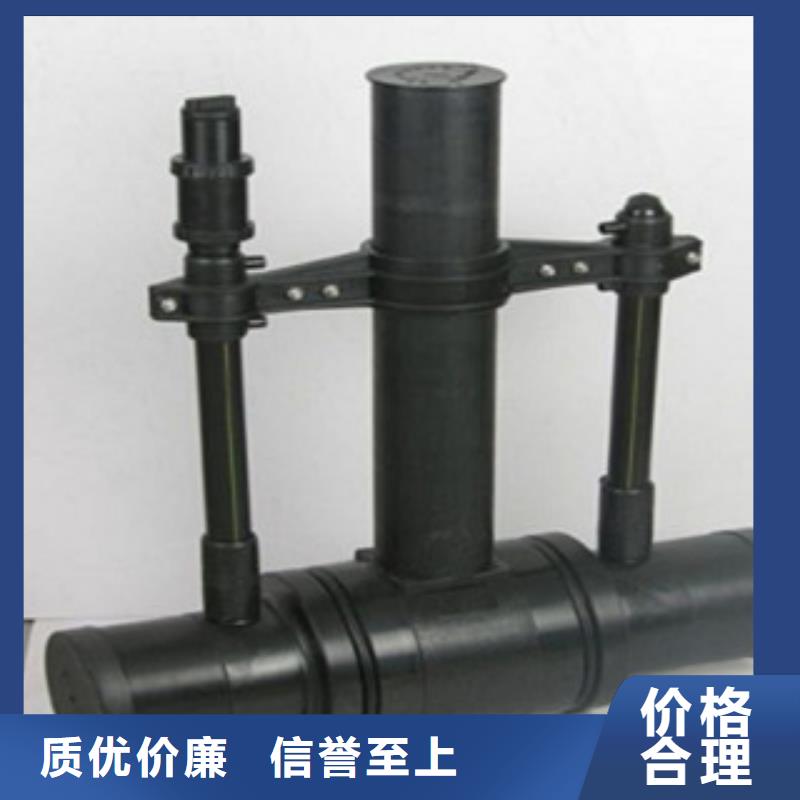
经冷却固定连接在一起的方法。当PE材料在加热超过其熔融温度的时候,就会变得粘滞流体。PE燃气管在焊接压力的作用下,从而牢固焊接在一起,采用热熔电焊机来加热端管,使其融化,然后贴合,保证一定的压力,终达到熔接的目的。公称直径小于90mm的管材采用电熔链接,方法经济可靠,其接口在承拉和承压时都要比管材本身具有更高的强度。PE燃气管材、管件的热熔安装燃气用埋地聚乙烯PE燃气管材、管件D90mm以下采用热熔承插连接,D90mm以上采用热熔对接方式,为正确安装管道系统,保证用户自身及工程质量,我们建议用本公司提供的多角度焊接机和热熔对接机。PE燃气管焊接步骤。将需焊接的PE燃气管材、管件固定在对接机上。



公司将一如继往地坚持“艰苦创业、科学求实、锐意改革、团结进取”的办厂方针。面对国际市场的激烈竞争和挑战,润星电力管材(大理市分公司)激流勇进,不断进行技术改造, 电力弯头、橙色电力管材、排水波纹管、复合专用管材、纤维编绕拉挤管、玻纤套管产品推陈出新,向高质量、高科技、科学管理、完善的服务迈进。


管材在机架以外的部分用支撑架托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好(见图1)。置入铣刀,先打开铣刀电源开关,然后缓慢合拢两管材焊接端,并加以适当的压力,直到两端面均有连续的切屑出现,撤掉压力,略等片刻,再退出活动架,关掉铣刀电源。切屑厚度应为0.5~1.0mm,通过调节铣刀的高度可调节切屑的厚度。取出铣刀,合拢两端管,检查两端对齐情况。管材的错位量不应超过管壁厚度的10%或1mm中的较大值,通过调整管材直线度和松紧卡瓦可在一定程度上进行校正。合拢时管材两端面间应没有明显缝隙,缝隙宽度不能超过:0.3mm(D≤225mm)、0.5mm(225mm<D≤400mm)或1.0mm(D>400mm)。
如不满足上述要求应再次铣削,直到满足为止。PE燃气管热熔连接前、后,清洁焊接表面和加热工具。焊接表面污物应用洁净棉布擦净,加热工具上的聚乙烯残留物只能用木质刮刀切除。PE燃气管焊接技术。PE燃气管热熔对接方法与步骤。PE燃气管检查对接焊机是否与管材直径和规定的对接焊周期匹配。PE燃气管热熔连接加热时间和加热温度应符合热熔连接工具生产厂家和管材、管件生产厂家的规定,对接焊温度通常在200℃——235℃之间。PE燃气管热熔连接保压、冷却时间,应符合热熔连接工具生产厂家和管材管件生产厂家的规定。在保压、冷却时间不得移动连接件或在连接件上施加外力。PE燃气管在对接焊机上管材和管件的焊口,清洁端口。PE燃气管热熔对接注意事项。
PE燃气管移动可动夹具,将管材、管件连接面在铣刀上刨平,取下铣刀,检查管端连接面,使其间隙不大于0.3mm。PE燃气管校直对接焊机上两对应的待接件,使其在同一轴线上,错边不宜大于壁厚的10%。PE燃气管将加热工具放在两连接面之间。使对接焊机上的管材靠近加热工具并施加一定的压力,直到融化形成沿管材整个外圆周平滑对称的翻边为止。PE燃气管加热完毕,待连接件应迅速脱离对接连接加热工具,并应用均匀外力使其完全接触,形成均匀凸缘。PE燃气管供应商,市政外网PE燃气管批发商-山东阳谷恒泰实业有限公司。外网供水工程指定PE燃气管厂家,中水润认证PE燃气管厂家-山东阳谷恒泰实业有限公司。PE燃气管热熔连接施工注意问题。
PE燃气管的强度试验压力应为管道设计压力的1.5倍。PE燃气管进行强度试验时,应缓慢升压,达到试验压力后,应稳压1小时,不为合格。PE燃气管气密性试验应符合现行行业标准《城镇燃气输配工程施工及验收规范》(CJJ33-89)的规定。PE燃气管试验介质宜使用压缩空气,其温度不宜超过40℃,吹扫流速不宜低于20m/s,吹扫压力不应大于工作压力。PE燃气管地埋施工注意问题。PE燃气管安装方法与步骤。PE燃气管安装完毕。外观检查合格后,应对全系统进行分段吹扫,吹扫后方可进行强度试验和气密性试验。PE燃气管标准球阀施工注意问题。PE燃气管埋地深度依照燃气施工规定。



由于钢管管材抗拉强度大,管道本身能承受较大的回拖力,因此采用钢管能够穿越较宽的障碍,目前长可一次穿越1500m。由于聚乙烯材料强度低,管道本身不能承受太大的回拖力,穿越长度受到限制。CJJ63-2008《聚乙烯燃气管道工程技术规程》中规定聚乙烯管承受的 拖拉力。经计算,外径为200mm的SDRll聚乙烯管能承受的 允许拖拉力为54.5kN。穿越管段回拖时, 回拖力应按计算值的1.5~3倍选取。由式反算回拖长度:计算回拖力范围为18~36kN,摩擦系数取0.3,聚乙烯管外径为200mm.管内径为l63.6mm,泥浆密度取l.2t/m3,管道擘厚取l8.2mm,聚乙烯管材密度取0.94t/m3。
粘滞系数取0.03,经计算,聚乙烯管的 穿越回拖长度为l77~355m。GB《油气输送管道穿越工程设计规范》中给出了穿越管道(钢管)径向屈曲失稳校核公式。一般城市内定向钻穿越深度不会太深,按照30m深度校核计算:钢管外径为219mm壁厚为6mm,屈服极限为245MPa,钢管椭圆度为0.5%,则Ps计算值为0.507MPa,Fdpyp计算值为11.22MPa,满足式要求,穿越钢管不会出现径向屈曲失稳。CJJ63-2008《聚乙烯燃气管道工程技术规程》中对管道径向屈曲失稳没有加以规定。由于聚乙烯管材为弹性材料,管道弹性变形临界压力和穿越管段所能承受的极限外压力不能按照GB50423—2007中的数据选取。
因此聚乙烯管道径向屈曲失稳也不能采用校核钢管的公式进行校核。从工程实例来看,采用聚乙烯管穿越城市道路的穿越深度一般在6~8m,某工程采用聚乙烯管穿越河流深度达到了l7.6m,该穿越管段在实际运行中尚未发现问题。由于无法实际测量穿越管段的椭圆度,因此目前还没有这方面的相关数据供参考。在城市内小型穿越工程中采用聚乙烯管相对钢管能减小穿越长度,进而降低工程造价,缩短施工期。但在穿越距离较长或穿越深度较深时,为了保证穿越管道的稳定性,应谨慎使用聚乙烯管,必要时还应经过专家论证。目前国内还没有针对PE燃气管定向钻穿越的设计与施工规范,类似管道径向失稳的计算尚无依据,只能靠经验判断采用聚乙烯PE燃气管穿越的可行性。

在云南省大理市本地采买PE燃气管-高压电力改性聚丙烯管实力优品到润星电力管材(大理市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:王经理-【18068949505】。