



更新时间:2024-12-22 23:43:22 浏览次数:18 公司名称:聊城 金海金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 3 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 质量等级 | 一级 |
| 品牌 | 鑫中冶 |
| 是否可加工定制 | 是 |
| 计重方式 | 过磅 |
| 规格 | 齐全 |
| 材质 | 碳钢 合金钢 |




产品优势图


期螺早盘有震荡偏高趋势,但午后又下滑,终收跌39,截止发稿,钢坯涨20左右。
聊城无缝钢管市场聊城无缝钢管厂家观望情绪浓厚,且临至下旬,资金周转压力逐渐显现,预计短期聊城无缝钢管市场价格窄幅偏弱调整。
影响因素如下:
1.全国库存尚处于低位,聊城无缝钢管厂家并无大跌意愿。
2.原料市场端尚维持坚挺。
3.市场实际成交情况大都让利操作。
4.利空因素较多打击聊城无缝钢管厂家信心。



针对无缝钢管的安装应用,都拥有 严苛的技术标准,要依据具体情况开展,另外还要依照操作规程,保证和品质。在平时的应用全过程中,无缝钢管必须留意以下几个方面:
一、无缝钢管应用前的施工准备
管路沟应挖好,管井切砖结束,必须的各种各样型号规格无缝钢管及时,所必须的各式各样的专用工具,包含直流焊机、自动切割机、冲击电钻、角磨机等提前准备齐备,仅有搞好一系列的准备工作才可以逐渐安装。
二、无缝钢管的安装
依据施工图设计开展管路精准定位,依据当场状况预制构件管道支架,随后依据设计方案和当场开展开料,随后用角磨机磨焊缝,再开展焊接。
三、应用品质规定
1、竖直安装的立管每米误差应低于3mm,水准安装的误差应低于1毫米。
2、焊接处不可焊接立管,弯曲处防止有焊接。
3、规定焊接竖直,焊接圆润,焊缝表层无烧穿、裂痕。

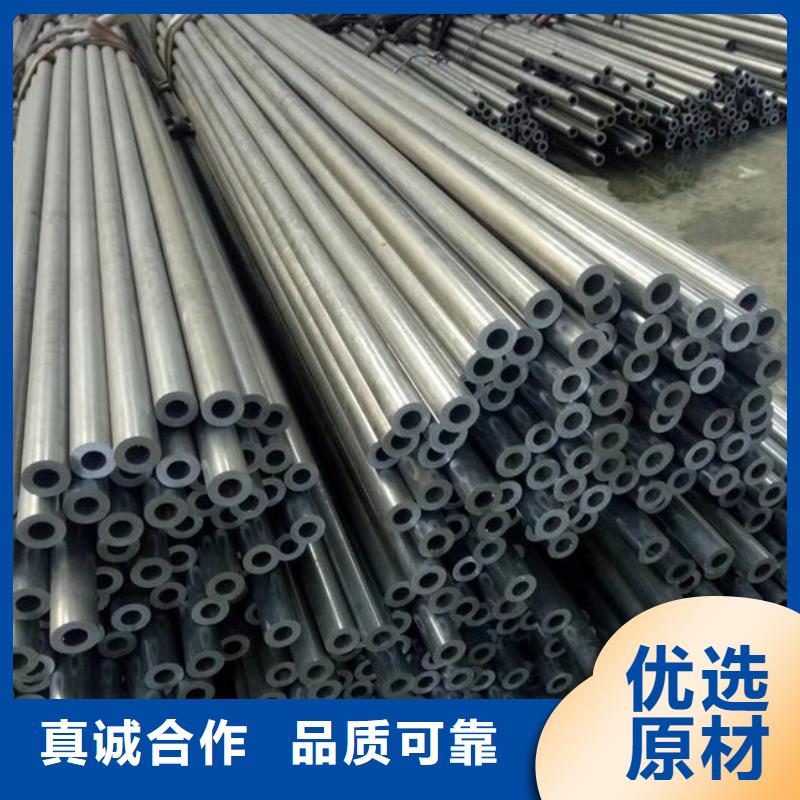
产品案例
公司实力

无缝钢管的焊接加工工艺:焊接前加温,焊后热处理、淬火
1、加热
无缝钢管电弧焊接前,关键对无缝钢管开展加温,操纵溫度三十分钟后逐渐焊接。
电弧焊接的加温和虚似束温淬火解决由控温解决的温控柜积极实际操作。选用远红外线追踪热处理设备板。智能型积极设定趋势图并纪录趋势图,传热系数测量温度。加温时传热系数测量点间距焊接边沿15mm-20毫米。
2、焊接方式
1.为了更好地避免 无缝钢管的焊接形变,每一个柱连接头由两人对称性焊接,焊接方位从正中间向两侧。焊接内对外开放(内对外开放时焊接贴近梁),操作过程从——层无缝钢管第三层无缝钢管道务必开展小规格型号,由于其电弧焊接严重危害焊接形变的关键缘故。电弧焊接一至三层后,应开展反刨。碳弧气刨运用后,必须对焊接工业设备开展打磨抛光,对焊接表层开展渗氮整理,表明金属光泽,避免 表层炭化造成裂痕。外孔焊接一次,其他内螺纹焊接一次。
2.电弧焊接=双层无缝钢管时,焊接方位应与层无缝钢管反过来,以此类推。各层对接焊缝间距15-20毫米。
3.应维持几台悍机的焊接电流量、焊接速率和重合叠加层数。
4.在电弧焊接中,务必从引弧板逐渐焊接,并在引弧板上完毕焊接。电弧焊接后断开、打磨抛光、清理。
3、经热处理后
焊接电弧焊接后,应在12小时内开展淬火解决。如不可以马上对无缝钢管开展热处理热处理解决,应征求隔热保温缓和冷的提议。当开展淬火解决时,应测量2个传热系数的溫度,并在焊接两边焊接传热系数。

金海金属材料有限公司自投产以来,通过优良的 广东湛江厚壁钢管厂家产品性能和完善的售后服务体系逐步赢得了客户的信赖并全国各地。公司一贯坚持以人为本的管理理念,人才荟萃是我们创新发展的基础,质优量大是我们竞争前进的优势。我们的生产工艺规范,技术力量雄厚,可根据客户要求和使用环境不同制造出符合客户需求的 广东湛江厚壁钢管厂家。
