以下是:酸洗钝化无缝钢管-方形球墨铸铁双开井盖产品参数的产品参数
| 产品参数 |
|---|
| 产品价格 | 3200/吨 |
|---|
| 发货期限 | 3 |
|---|
| 供货总量 | 1000 |
|---|
| 运费说明 | 送货上门 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | A级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20# |
|---|
| 产品品牌 | 博辉 |
|---|
| 产品规格 | 32-377 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 灰色 |
|---|
| 质保时间 | 1年 |
|---|
| 外形尺寸 | 齐全 |
|---|
| 适用领域 | 冷库 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | AAA |
|---|
| 产品功率 | 35 |
|---|
| 工作温度 | 80° |
|---|
| 长度 | 8-12米 |
|---|
| 壁厚 | 3-5mm |
|---|
| 规格 | 32-377mm |
|---|
以下是:酸洗钝化无缝钢管-方形球墨铸铁双开井盖产品参数的图文视频
选购酸洗钝化无缝钢管-方形球墨铸铁双开井盖产品参数来四川省遂宁市找博辉钢铁有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:张建-13465767730,{QQ:1054437264},地址:[聊城经济技术开发区钢管城发货到四川省 遂宁市 船山区、安居区、蓬溪县、射洪市、大英县]。 四川省,遂宁市 遂宁市地处四川省城镇化发展主轴,是四川省战略部署建设的“六大都市区”之一,成都平原城市群重要组成部分。成渝地区双城经济圈中联动成渝的重要门户枢纽和成渝发展主轴绿色经济强市。是中国旅游城市、全国双拥模范城市、全国文明城市、全球绿色城市、园林城市、国际花园城市、卫生城市、中国十佳宜居城市。
想知道酸洗钝化无缝钢管-方形球墨铸铁双开井盖产品参数产品的独特魅力吗?我们为您准备的视频将带您亲身体验,让您感受到产品的无限魅力。
以下是:酸洗钝化无缝钢管-方形球墨铸铁双开井盖产品参数的图文介绍



博辉钢铁有限公司地处经济技术开发区钢管城。交通便捷。公司实力雄厚。诚聘了工程师,有实践经验的技术人才,大中专学生,经营管理人才一百余人。公司生产设备国内质优,检测手段先进,检测设施齐全。公司将一如既往,竭诚与社会各界新老朋友一起,互惠合作,携手并进,共谋发展。

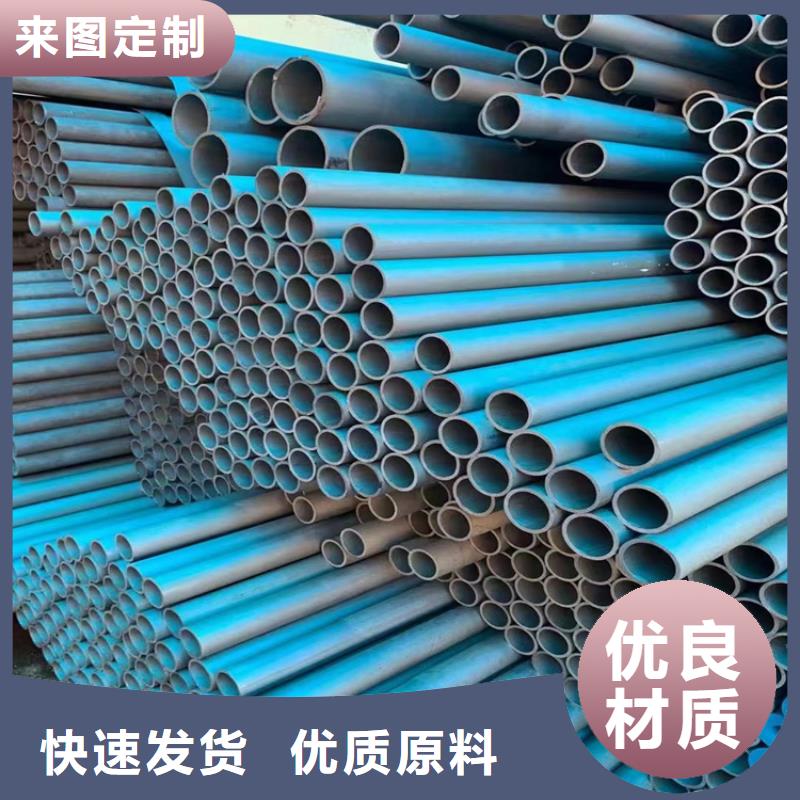
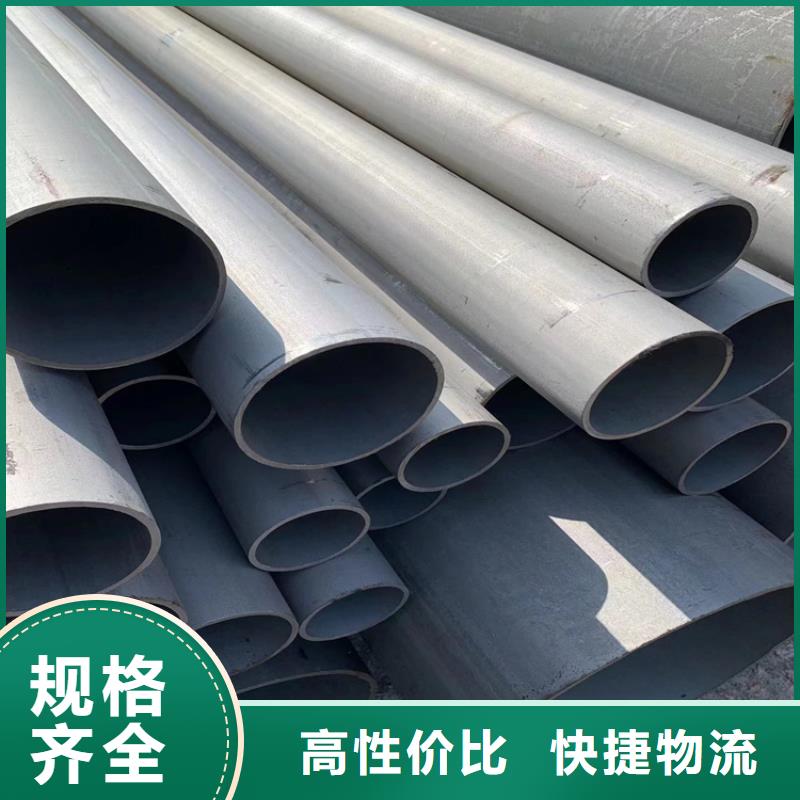
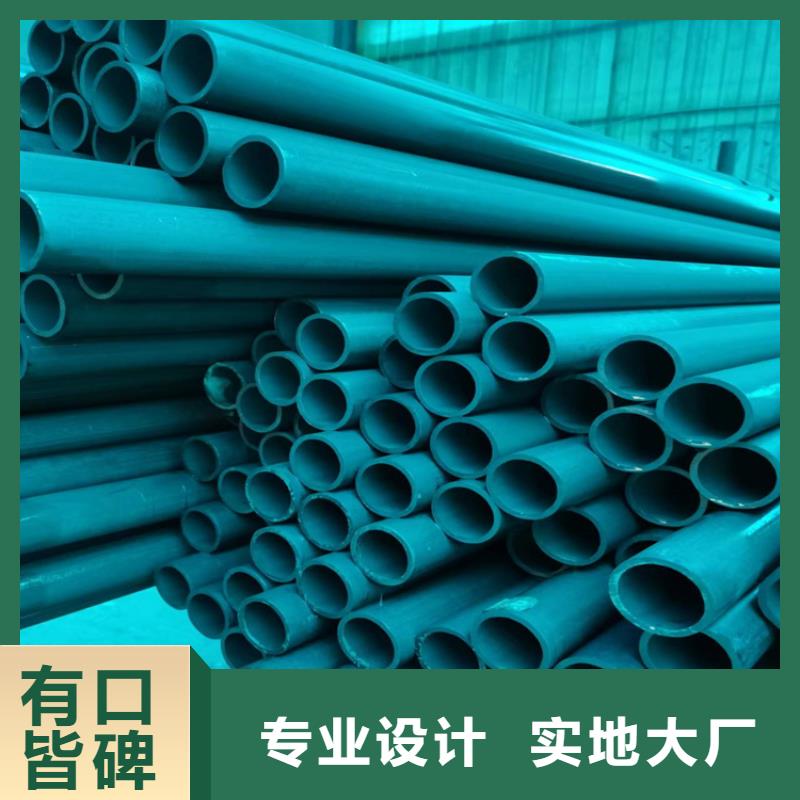
四川遂宁聊城酸洗钝化无缝钢管喷漆加工定做无缝钢管酸洗钝化工艺酸洗钝化无缝钢管别名:不锈钢酸洗钝化液、不锈钢酸洗液、不锈钢钝化液、酸洗液、钝化液、酸洗钝化液、不锈钢清洗钝化剂、不锈钢清洗液、清洗液、清洗钝化剂。工艺说明:1、将碳钢、无缝管件浸泡在酸洗钝化中处理,原液使用。建议浸泡时间为15-30分钟。完成后将碳钢管取出,注意事项操作时应戴涂胶手套,在通风良好的场所进行;不慎溅到皮肤上,立即用水冲洗即可; 所用工具应为耐酸的塑料制品,用纯净水冲洗干净、然后放到自然晾干或吹干即可。2、此产品为酸洗钝化二合一,工艺操作简单,一步可以完成。3、循环使用:将酸洗钝化液注入碳钢管内用化工泵做打循环处理,循环时间为:25~35分钟,完成后将酸洗钝化液倒出,然后将工件冲洗干净,自然晾干或吹干即可。四川遂宁4、原液刚使用时钝化时间不宜过长,用户可根据所需要的颜色程度调整。随着钝化次数的增多,酸洗钝化液效力会逐渐减弱,使用后钝化液颜色会由无色慢慢转变为绿灰色,属正常情况。5、每公斤酸洗钝化液可处理表面积50-70平方米范围。酸洗钝化剂产品介绍:1、PV-D02型酸洗钝化液:可以有效去除碳钢、无缝管表面、焊缝及其热处理后产生的黑色氧化皮、锈斑、油渍、污垢等。并使工件表面形成一层致密钝化膜,达到防锈、抗氧化等功效。2、适用于碳钢、无缝管、等表面处理(如大小件、非标件、管件、高精设备等)。广泛用于化工、制药、造纸、食品、航空、核工业、建筑等不锈钢设备、压力容器、工程构件的清洗钝化工艺。酸洗钝化剂优势:酸洗钝化两步合一、性能优异酸洗与钝化功能二合一,除污、除锈、除焊斑、并同时起来保护作用,处理后的产品颜色统一,外观一致。统一“银白色”使用成本低廉、药液可重复使用、效率高。


四川遂宁酸洗钝化无缝钢管磷化冷库钢管,酸洗磷化冷库无缝管,酸洗磷化冷库无缝钢管|厂家|价格酸洗工艺主要有浸渍酸洗法、喷射酸洗法和酸膏除锈法。一般多用浸渍酸洗法,大批量生产中可采用喷射法。市面上出售的工业浓硫酸通常含H2SO475%~97% (质量分数),也可以选用褐色工业硫酸溶液,它含H2SO475%~78%(质量分数)注意事项钢铁零件一般在10%~20%(体积)硫酸溶液中酸洗,温度为40℃。当溶液中含铁量超过80g/L,硫酸亚铁超过215g/L时,应更换酸洗液。常温下,用20%~80%(体积)的盐酸溶液对钢铁进行酸洗,不易发生过腐蚀和氢脆现象。由于酸对金属的腐蚀作用很大,需要添加缓蚀剂。清洗后金属表面成银白色,同时钝化表面,提高不锈钢抗腐蚀能力。采用浓度为5%~20%的硫酸水溶液,工件表面氧化皮和粘附盐类的工艺称为硫酸酸洗法。为了硅藻土载体表面吸附,减少色谱峰拖尾,载体在使用前需进行酸洗或碱洗处理。酸洗是把载体用6mol/L盐酸浸煮2h或浓盐酸加热浸煮30min,过滤,用水洗至中性,烘干。酸洗可除去表面上的铁、铝、钙、镁等杂质,但不能除去硅醇基。酸洗载体适宜于分析酸性样品。快洗工艺编辑 播报现阶段采四川遂宁用的酸洗工艺除去不锈钢表面厚氧化皮,使用温度高,酸洗时间长,导致加工成本居高不下;而常温除氧化皮工艺对除去薄氧化皮效果好,对厚氧化皮效果不理想,特别是焊接处黑渣基本上除不掉 。针对这种情况,笔者在总结不锈钢前处理成功经验的基础上,采用两步酸洗综合处理技术,研究成功了不锈钢常温快速酸洗工艺。该工艺常温下能快速去除不锈钢表面厚氧化皮,特别是对焊接处黑皮及夹杂物去除效果好,酸洗处理后表面洁净光亮,不易失光褪色,不泛黄。工艺流程不锈钢件上挂→化学除油(常规碱性化学除油或表面活性剂除油) →热水洗→流水洗→ 步酸洗→流水洗→第二步酸洗→流水洗→转入下道工序(如:化学着色→回收→流水洗→硬化处理→流水洗→封闭处理→流水洗→干燥→成品) 步酸洗工艺 步酸洗的主要目的是除去焊接处和焊缝的黑皮和夹杂物及部分氧化皮,经优化筛选,确定的工艺规范如下:盐酸 300 mL/L磷酸 60 mL/L双氧水 120 mL/L稳定剂 80 mL/L表面活性剂 2 mL/Lθ 室温t 1~2 min第二步酸洗工艺 步酸洗处理后不能完全除尽氧化膜,表面附着一层灰色膜,光泽较差,必须经过第二步酸洗,除去表面灰色膜,使其达到近似镜面光亮,经优化筛选实验验证,采用如下工艺规范: 300 mL/L硫酸 200 mL/L双氧水 240 mL/L双氧水稳定剂 80 mL/L酸洗缓蚀剂 0.5 g/L表面活性剂 2 mL/Lθ 室温t 2~3 min水垢编辑 播报水垢形成 作者:张飞飞157635680000 https://www.bilibili.com/read/cv23171366/ 出处:bilibili



联系人:张建,电话:13465767730,博辉钢铁有限公司在四川省遂宁市本地专业从事酸洗钝化无缝钢管-方形球墨铸铁双开井盖产品参数,四川省遂宁市各个县市以及周边城市均可提供送货上门服务!