

我们的【焊管】无缝钢管详细参数产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
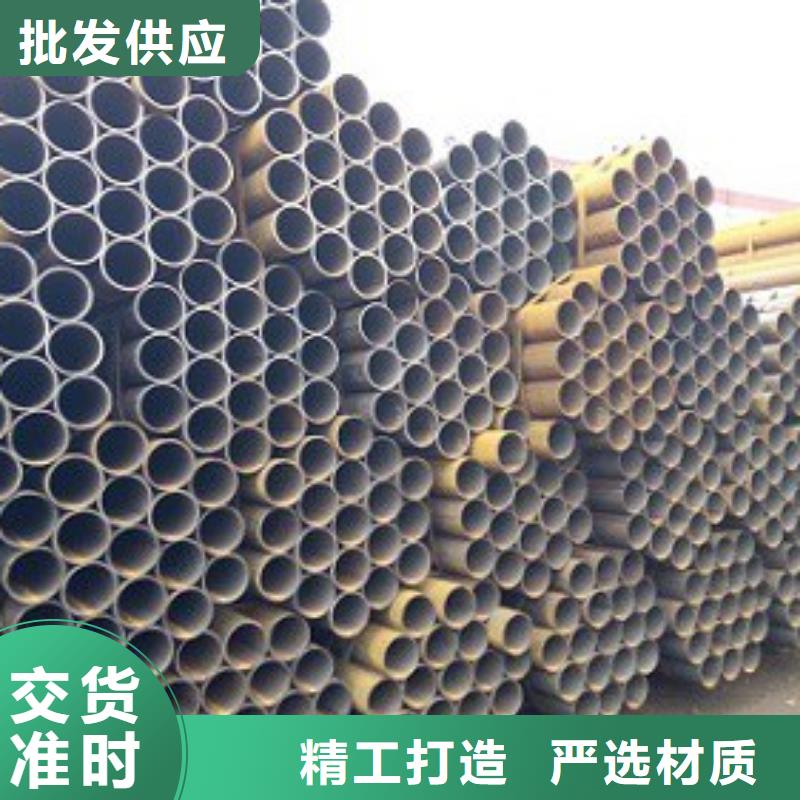
以下是:【焊管】无缝钢管详细参数的图文介绍


②软化工件以便进行切削加工;③细化晶粒,改善组织以提高工件的机械性能;
④为终热处理(淬火、回火)作好组织准备。
目的细化晶粒,均匀组织,内应力和加工缺陷,降低硬度,改善切削加工性能和冷塑性变形能力。用以细化中、低碳钢经铸造、锻压和焊接后出现的力学性能不佳的粗大过热组织。将工件加热到铁素体全部转变为奥氏体的温度以上30~50℃,保温一段时间,然后随炉缓慢冷却,在冷却过程中奥氏体再次发生转变,即可使钢的组织变细。球化退火用以降低工具钢和轴承钢锻压后的偏高硬度。将工件加热到钢开始形成奥氏体的温度以上20~40℃,保温后缓慢冷却,在冷却过程中珠光体中的片层状渗碳体变为球状,从而降低了硬度。等温退火用以降低某些镍、铬含量较高的合金结构钢的高硬度,以进行切削加工。一般先以较快速度冷却到奥氏体不稳定的温度,保温适当时间,奥氏体转变为托氏体或索氏体,硬度即可降低。



亿铭泰 有限公司在 湖南衡阳无缝钢管行业有着十余年的生产经验,我们坚持以诚信为根本、以质量赢市场、以信誉做基石,用心对待每一位客户,竭诚为您服务,让您买着放心,用着舒心。


锅炉管和不锈钢管等,国内应用也很普遍。但是,它的主要缺点是爍刺高,对于小直径钢瞥内毛刺无法,影响了使用范围的扩大。近年来,国外对高频烨接设备和焊接工艺进行了改进,使内焊刺高度<0.3mm,焊缝质已达到直流烨水平。因此,新型的商频感应烨接工艺已在小直径精密早普的生产中应用。在日本、西欧、澳大利亚等地区新建的小直径焊管机组全部采用了新型高频感应焊。例如,日本东艺公司于1987~1988年新建1条高频感应焊精密焊管生产线,产品销售国内外;冈岛公司新建了高频精密焊管生产线,产品出口到我国,松下电器公司的方波焊管生产线已决定改造为高频感庾邶,意大利已建成了新型的高频感应焊接精密管生产线。由此可见,新型高频够应焊接小直径精密舉管的工艺E在被国外广泛采用。



8.超声波检验Ⅰ:对直缝焊钢管内外焊缝及焊缝两侧母材进行的检查;
9.X射线检查Ⅰ:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度;
10.扩径:对埋弧焊直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态;
11.水压试验:在水压试验机上对扩径后的钢管进行逐根检验以保证钢管达到标准要求的试验压力,该机具有自动记录和储存功能;
12.倒棱:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸;
13.超声波检验Ⅱ:再次逐根进行超声波检验以检查直缝焊钢管在扩径、水压后可能产生的缺陷;
14.X射线检查Ⅱ:对扩径和水压试验后的钢管进行X射线工业电视检查和管端焊缝拍片;
15.管端磁粉检验:进行此项检查以发现管端缺陷;
16.防腐和涂层:合格后的钢管根据用户要求进行防腐和涂层。
9.X射线检查Ⅰ:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度;
10.扩径:对埋弧焊直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态;
11.水压试验:在水压试验机上对扩径后的钢管进行逐根检验以保证钢管达到标准要求的试验压力,该机具有自动记录和储存功能;
12.倒棱:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸;
13.超声波检验Ⅱ:再次逐根进行超声波检验以检查直缝焊钢管在扩径、水压后可能产生的缺陷;
14.X射线检查Ⅱ:对扩径和水压试验后的钢管进行X射线工业电视检查和管端焊缝拍片;
15.管端磁粉检验:进行此项检查以发现管端缺陷;
16.防腐和涂层:合格后的钢管根据用户要求进行防腐和涂层。