



不要犹豫,点击播放我们的钢板_精密钢管厂家直销大量现货产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
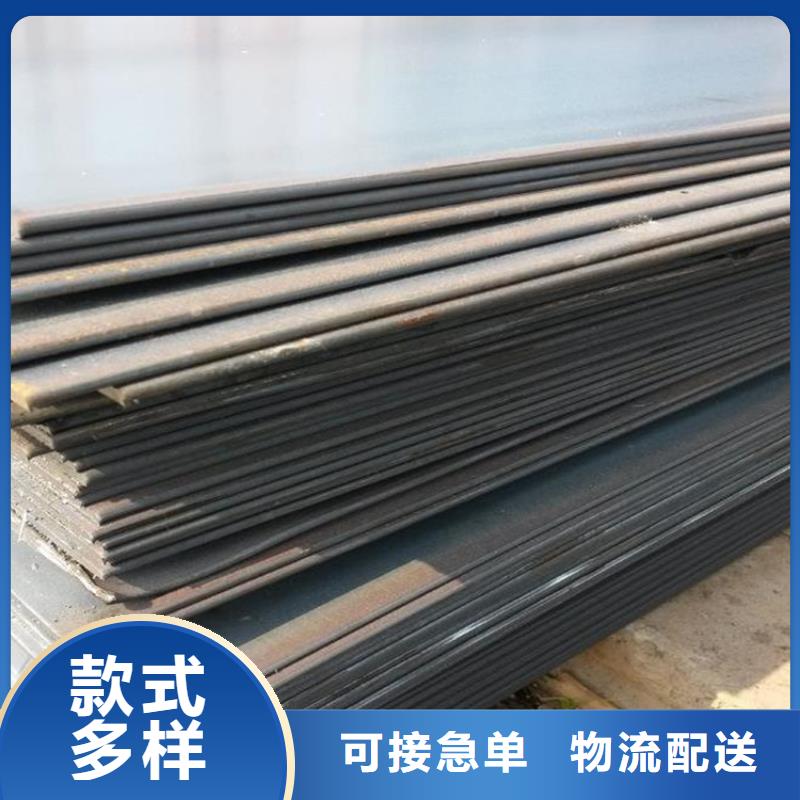
以下是:钢板_精密钢管厂家直销大量现货的图文介绍

在厚钢板切割中,温度是从上表面向下递减的。切割开始时,氧气压力逐渐增加,在钢板厚度方向达到一致。这就造成在切割起始位置钢板厚度方向燃烧不一致,工件切割起始端产生缺陷。为避免缺陷的产生可采用以下方法: 1、采用圆弧进刀增加引入线长度,避免直接切入点。此方法使用效果较好,生产中得到较为广泛的使用,其缺点是浪费材料。 2、采用引燃棒。该方法就是在切入点处紧贴钢板厚度增加一块钢板,贴紧处不应有缝隙,割刀应从引燃棒上切入,引燃棒将引导割矩火焰至钢板底部,使钢板上下燃烧 速度达到一致,得到切割段面。引燃棒可采用切割下来的边角料代替。此种方法减少了工件与板边的距离,减少了边角余料的产生,有效地提高了板材利用率。 引燃棒在切割特厚钢板中较为实用。


在高强板厂家生产钢板时,虽然,为了确保钢材的品质,在生产过程中则需要注意很多细节。但依然会由于一些细节,直接影响着钢板的品质。那么,高强板厂家在生产钢板时,主要会出现哪些质量上的问题,又是由于哪些原因造成的呢?钢板的厚薄不均。钢板各部分厚度不一致称为厚度不均匀。对于厚度不均匀的钢板,偏差一般过大,局部钢板厚度超过规定的允许偏差。原因有板坯加热温度不均;辊缝的调整和辊型的配置不当;轧辊和轧辊两侧的轴瓦磨损不一样。钢板外部出现麻点。钢板表面出现局部或连续凹陷称为麻点,其大小不同,深度不同。原因有加热过程中,钢板氧化太严重,轧制是将氧化铁压入表面,脱落后形成了。钢板外部常常有气泡。钢板表面无规律分布圆形凸起,形状呈蚯蚓式,外部看起来光滑,但是里面有气泡存在。有的则是经过开平机平整后,表面光亮,但是纵切面出现分层。原因是因板坯上存有较多超过汽泡气襄类缺点,经多道冷轧沒有痊愈,残余在厚钢板上;板坯在炉时间长,气泡暴露。在生产及购买钢板时,总会发现钢板表面会出现厚薄不均、有气泡、麻袋的问题,这属于正常现象还是钢板质量问题,可以规避吗?这是许多用户想要了解的。高强板厂家自成立以来,一直从事各种钢板的生产及销售工作,并且可以凭借着多年来的生产经验,为用户提供种类多样,品质合格的钢板。



自成立以来,金帝钢管有限公司一直专注于【广西防城港厚壁无缝钢管】的品牌形象。经过市场的多年积淀,公司在【广西防城港厚壁无缝钢管】产品研发方面取得了大量成果,在生产工艺、质量控制、销售服务等方面获得了很大进步。目前,我们已成为自主创新的典型企业,受到广泛认可,赢得了较高声誉。
我们实施严格的质量管理体系,每项【广西防城港厚壁无缝钢管】工作从细节开始、分工明确、率生产、服务全球。目前客户已超过500多家,遍及国内所有省份。


钢板切割的时候根据火焰切割原理,由气体燃烧形成的高温通过割炬在局部范围内对材料进行加热融化以达到切割的目的,但从Q235等材质碳板特性不难发现,其液态向固态过度的时间往往会很短,特别是在脱离了一定的温度范围之外将迅速凝固。在实际生产加工中,类似现象形成的固态融渣一般称为挂渣。那么在使用数控火焰切割机时,如何才能减少挂渣的形成? 首先从挂渣形成的位置来看,一般火焰切割挂渣分为上边缘挂渣和下边缘挂渣,导致两类挂渣出现的原因有所不同,下面将分类说明。 一、上边缘挂渣 上边缘挂渣主要是在切割断面上有挂渣,尤其在下半部分挂渣较为明显。导致出现上边缘挂渣的主要原因在于材料合金成份含量太高,一般火焰切割主要适用于Q235材质的碳板、普碳板,类似Q345等材质的低合金板也是能够适用的,但如果其中合金含量过高,将可能出现上边缘挂渣问题。 二、下边缘挂渣 下边缘挂渣是数控火焰切割机挂渣中出现较为普遍的问题,主要是在切割断面的下边缘产生连续的挂渣。而导致出现类似的问题的原因则相对较为复杂,一般来说,用户加工出现下边缘挂渣时,建议通过以下几个方面检查一下操作步骤,首先检查切割速度是否太快或太慢,使用的割嘴号太小,切割氧压力太低;另外预热火焰中燃气过剩,钢板表面有氧化皮锈蚀或不干净也可能影响挂渣过多,割嘴与工件之间的高度太大,预热火焰太强也是下边缘挂渣出现的愿意之一。


