




想要一睹锯床钢筋弯曲中心生产厂家产品的真容吗?快来观看我们的视频吧!我们将带您走进一个全新的世界,感受产品的魅力与品质。
以下是:锯床钢筋弯曲中心生产厂家的图文介绍


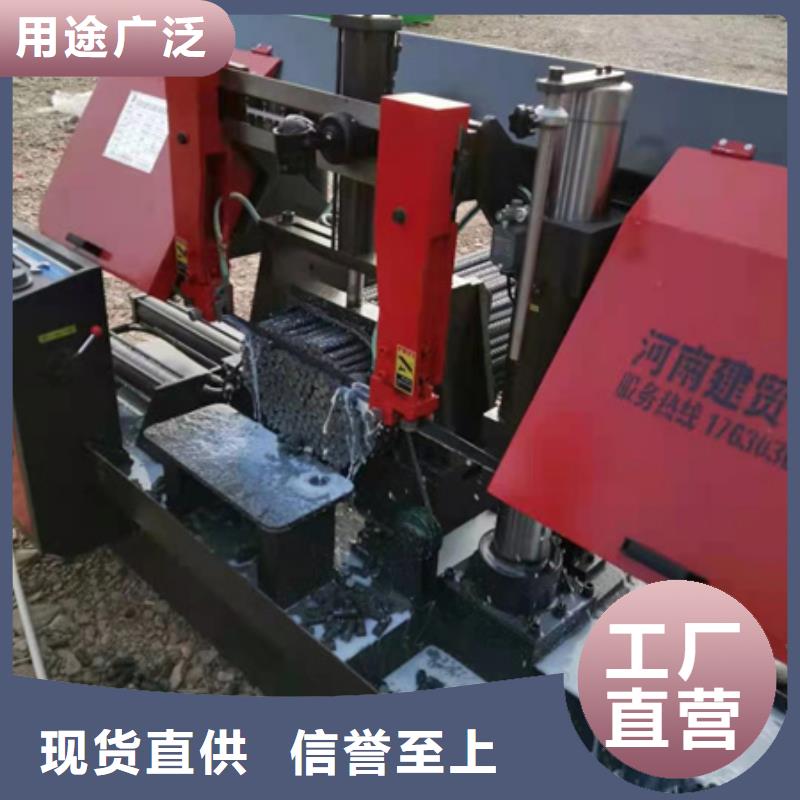
带锯床通过液压油缸夹紧、利用光栅尺长度测量装置或步进(伺服)电机驱动丝杆、齿轮齿条的送料方式,可以自动测量送料长度和计算送料次数,当达到设定的锯切次数时,锯床自动停机。自动送料方式适合大批量生产,具有速度快,锯切长度稳定,一人可操作多台锯床等优点。大大减少人员操作,提高生产效率。
送料装置在带锯床中的实际应用表明,选择合理的交流伺服系统能够满足控制系统响应速度快、速度精度高、鲁棒性强的要求,实际应用位置控制精度 在±0.1mm左右且可避免累积误差。由于带锯床锯条位置是固定的,而锯切的位置是不同的,因此必须将工件送到锯切位置处,一般锯床的送料方式有三种:
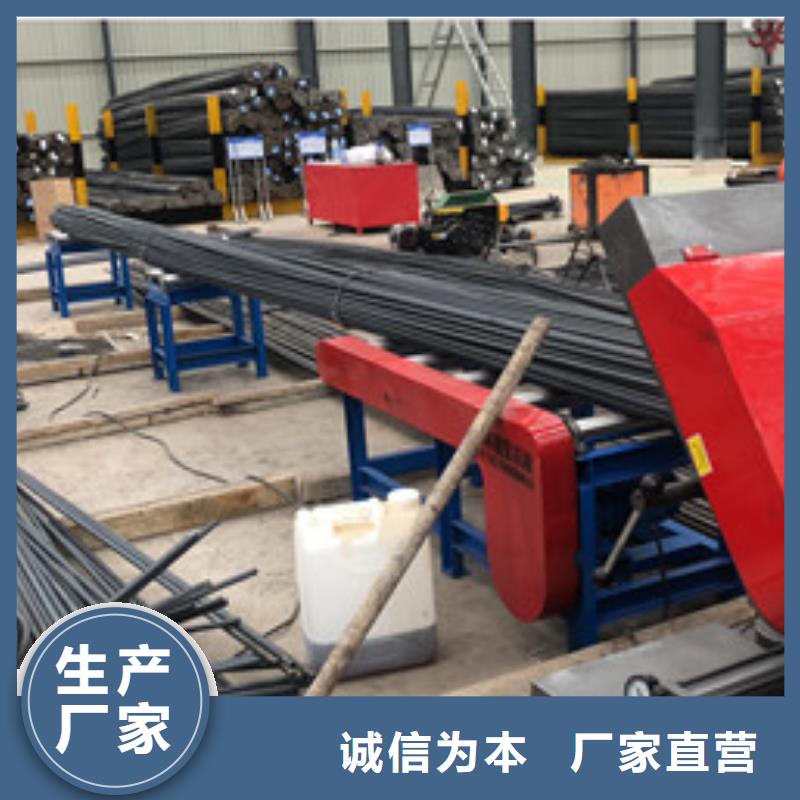
人工送料
通过人工利用送料架将材料送到锯切位置,手动或利用锯床定尺测量需锯切的尺寸,这种方式适合于小规格材料。



建贸机械设备有限公司设备先进技术力量雄厚,公司本着平等互惠、诚信守约的原则、科学的质量管理体系。公司坚持以市场为导向,牢记“品质保证、信誉至上、价格优惠、服务至上”的经营理念。通过努力,已为各类客户提供了高质量的 福建莆田钢筋锯床产品和完善服务,使公司保持了稳健的发展势头。朝着“立足全国,面向世界”的发展目标不断迈进!公司营销部设在石象镇工业园,竭诚欢迎广大新老客户来电莅临指导,洽谈业务。

锯床锯条打齿的原因及以及解决方法 :
1、锯条齿型选择不当,主要表 现 为锯条齿距选择过大或齿锯过密,建议根据切割材质的直径或形状来选择适合的齿型。
2、选择的锯条质 量 太次,主要表 现 在锯条背材与齿部齿尖的质 量 ,不具有抗磨损性。建议选择质 量 好的进口锯条。
3、资料是否进行有效固定,主要表 现 为切割过 程 中资料松动导 致 ,建议检查液压虎钳装置是否完好,对于成束切割的要保证装置上压紧,同时对锯条进行有效张紧。
4、切割进给过大,主要表 现 在为了调高切割效率,而下降速度过快。建议减 少 进给量或选择更效率的锯床,进给过大,而锯条线速跟不上的话,容易导 致 此现象的呈现。


