


想要直观了解钢管折弯42crmo钢管切割快速发货产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
以下是:钢管折弯42crmo钢管切割快速发货的图文介绍

目前市场上有很多专门加工制造钢管折弯的厂家。当我们深入了解时,除了看看如何更好地选择天津钢管折弯厂,我们还可以看看常见的选择方法和技巧。当然,您可以通过详细的了解做出更好的选择,保证产品在实际使用过程中也能发挥出更多的功能,帮助大家更好的了解产品。根据专业厂家的产品质量选择无论何时选择制造商,都需要看加工产品的质量。只要产品的质量有保证,在使用的过程中也能带来很多的方便,希望大家能更好的选择使用。市场上有很多天津折弯厂,所以在选择的时候,也可以看看这些厂家在市场上的业务发展情况。当然,您可以通过详细的市场分析做出有效的选择。根据专业厂家的产品价格选择性价比高的弯头在整个市场的销量也很好。建议大家实际选购时可以看一下产品的具体价格。通过详细的了解,当然可以保证产品更好的使用,也可以得到市场更多人的支持和认可。基本上,该产品的用途可以更加广泛,同时也可以带来很多其他的优势。综上所述,建议在选择具体的天津钢管折弯厂时,可以看一下整个市场专业厂家的发展情况。通过详细的市场分析,您不仅可以选择专业的厂家,还可以知道产品在哪里。整个市场的流行,肘部也能发挥更好的作用。

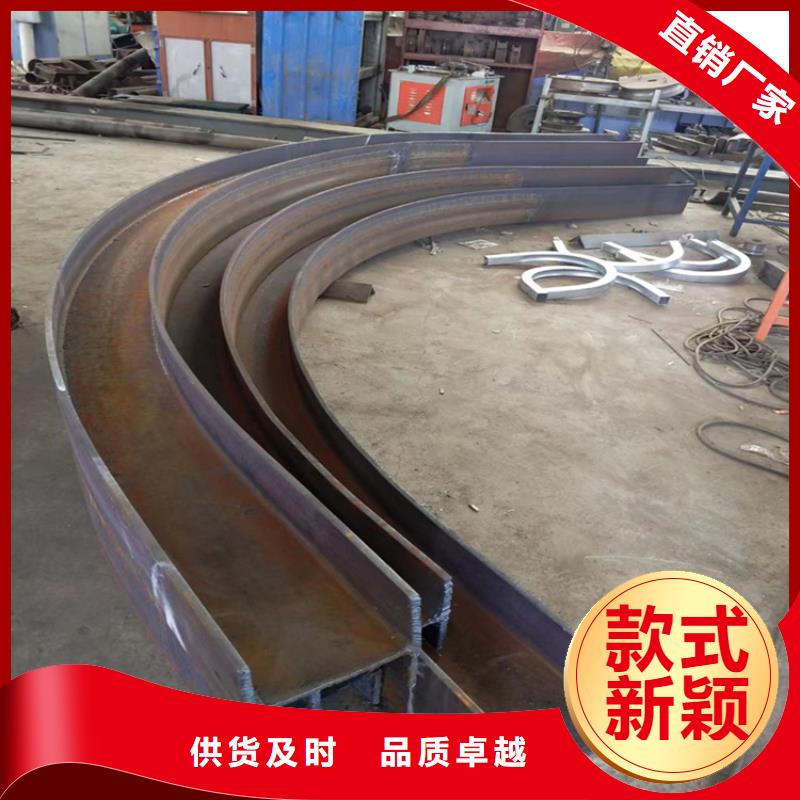
钢管折弯随着划片机数控拉弯加工技术的兴起,方管弯成弧形成型方法有很多,天津宏宇拉弯弯管有限公司结合实际工作情况列举常规方管弧形拉弯的两种方法:种、实弯实弯,顾名思义是压实了弯折,实弯时内外辊与管坯内外壁双向压实。1)实弯的优点是反弹小,成型准确,而且只要辊型准确,内角成型的R比较准确。2)实弯的缺点是有拉伸/减薄效应。,实弯会使弯折处产生拉伸,拉伸效应使弯折线纵向的长度缩短; 第二,实弯弯折处金属会因拉伸而变薄。第二种、空弯空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。1)空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/侧边同步弯折和精整。空弯还可以弯折R<0.2t的内角而不致管壁发生断裂。2)空弯的缺点是在上边/侧边同步空弯时,由于上辊和下辊同时产生压力,成型力容易超越临界点,造成边部失稳内凹,并且也会影响到机组稳定运行和成型质量。这也是方矩管和圆管空弯成型时不同的特点。


那么关于钢管折弯工艺特点及要求是怎样的?下面河北拉弯厂的专家就来给我们分析一下。 1、 所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。2、 关于备料长度:一般情况下备料应是所需弯曲材料的有效弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。 备料长度=有效弧长+2.1 t 当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。3、 关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。4、 关于材料每支弯曲有效弧长的要求:通常情况下不应超过弧度角180度。5、 关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥ 8 %;e = t / R内× = (R外-R内) ÷R内× 否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。6、 关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为钢管折弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。上述介绍只是一般的常识说明,具体情况需视工程项目要求的分格、结点及选材等特点确定。



定位:“ 浙江湖州42crmo钢管切割和 浙江湖州42crmo钢管切割解决方案的服务商。
使命:“提供前沿的 浙江湖州42crmo钢管切割,服务超出客户的期望,不辜负客户的信任。
企业愿景:“成为员工自豪的企业,成为客户信赖的企业,成为社会尊重的企业。
价值观:“平等地尊重每一位员工,永远都把真相告诉公众,诚实守信是基本的准则。
经营宗旨:“员工满意、客户满意、股东满意、社会责任。
经营理念:“投入才有回报,信任才有忠诚,敬业才有尊重,主动才有创新。

