



想要更直观地了解无缝钢管售后服务完善产品吗??产品视频,带你走进产品世界
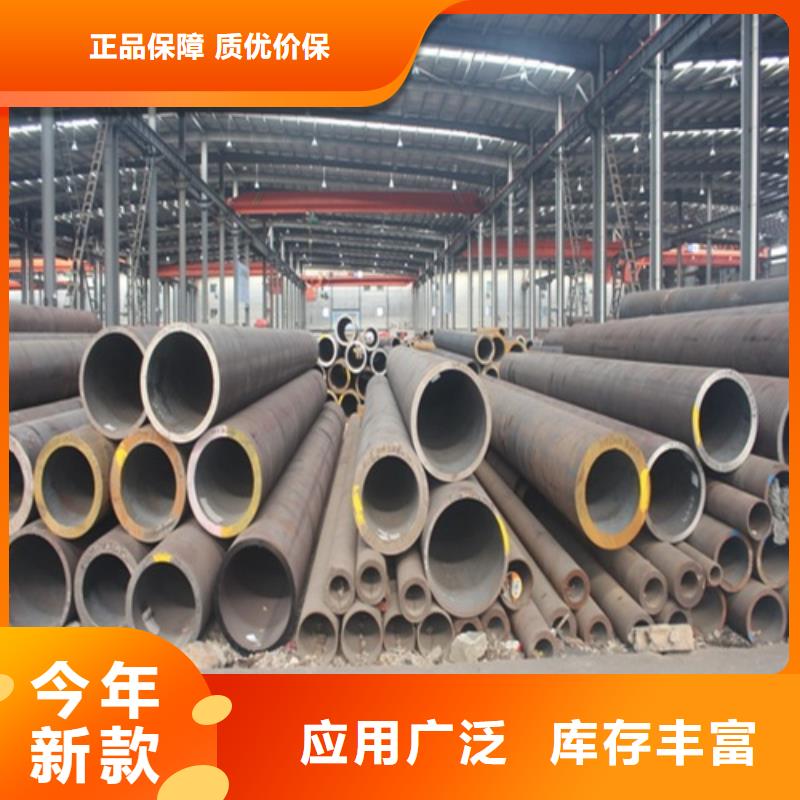
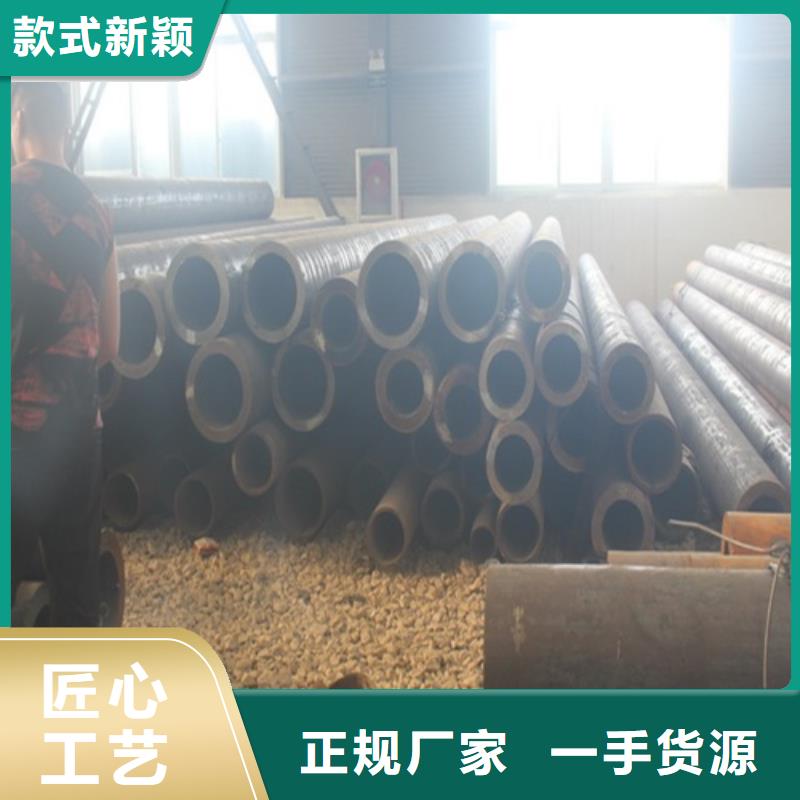
以下是:无缝钢管售后服务完善的图文介绍

无缝钢管加工工艺与碳素钢对比有下列特性: (1)依据所浇钢材牌号的必须,对钢液的纯度、成份和浇筑溫度,尤其是营养元素成分的操纵,都规定做到标准值。因此特殊钢材轧钢务必配置炉外精练机器设备。 (2)连铸结晶器应选用高频、小震幅的震动。 (3)采用特性优良的维护渣和整个过程的维护浇筑,确保铸坯品质。 (4)******是应用大空间、深溶池,并砌有挡土墙、坝的正中间罐,充分运用正中间罐的冶金工业作用。 (5)应取用适合的耐火保温材料,以降低耗费和 钢的纯度。(6)选用连铸结晶器液位自动控制系统,降低液位起伏。 凝结沟在连铸结晶器内钢液液位波动的状况下能会出現。液位上升,不仅振痕间隔,振痕深层,并且还造成弯月面的溢流式,产生凝结沟。 无缝钢管表层的关键缺点是缝隙。缝隙来自连铸结晶器维护渣、参杂物和氩气汽泡被裹在凝结沟的正下方。为了更好地降低缝隙,不仅要降低振痕深层,也要凝结沟。


45#无缝钢管具体介绍: (1)模具钢的特性常用中碳调质结构钢。该钢冷塑性一般,退火、正火比调质时要稍好,具有较高的强度和较好的切削加工性,经适当的热处理以后可获得一定的韧性、塑性和耐磨性,材料来源方便。适合于氢焊和氢孤焊,不太适合于气焊。焊前需预热,焊后应进行去应力退火。 正火可改善硬度小于160HBS毛坯的切削性能。该钢经调质处理后,其综合力学性能要优于其他中碳结构钢,但该钢淬透性较低,水中临界淬透直径为12-17mm,水淬时有开裂倾向。当直径大于80mm时,经调质或正火后,其力学性能相近,对中、小型模具零件进行调质处理后可获得较高的强度和韧性,而大型零件,则以正火处理为宜,所以,此钢通常在调质或正火状态下使用. (2)供货状态及硬度 未热处理态,硬度<229HBS;退火态,硬度<197HBS. (3)标准GB/T 699-88钢的化学成分(质量分数, %) C 0.42-0.50, Si 0. 17~0.37, Mn 0.50~0. 80,P≤0.035, S≤0. 035, Ni≤0.30,Cr15, Cu≤0.25. (4)参考对应钢号 我国GB标准钢号45 (5)临界点温度(近似值) Ac1=724℃, Ar1=780℃, Acm=770℃, Ar3=751℃,Ar1 = 682℃, M s= 300℃。 (6)冷压毛坯软化处理规范 温度740~760℃,保温时间4~6h,再以5-10℃/h的冷速,随炉降至温度<600℃,出炉空冷。 处理前硬度<197HBS,软化后硬度<156HBS. (7)正火规范 正火温度850~870℃,正火后硬度170~217HBS. (8)调质处理规范 淬火温度840℃±10℃,水冷淬火;回火温度600℃±10℃,出炉空冷。 (9)典型应用举例 ①适用于冷冲压模具楔块、螺钉、垫板等。 ②其他各种冷作模具的零件, ③适用于制造强度要求较高,又要求一定硬度和韧性的各种扳手等工具。 ④用作热锻、压铸、热冲压等热作模具的零件。



江西宜春无缝管壁厚不匀原因。管子前端的倾斜、过度弯曲、管子的斜孔等都容易导致无缝钢管头顶部壁厚不均。破孔时,展宽指数很大,热轧带钢速比过高,冷轧不稳定。 穿孔器抛钢不稳定,容易导致毛细管末端壁厚不均。无缝管厚壁管不对称对策,检查管材质量,避免管材正面倾斜和大量凹陷,更换或修复板孔时应校准放心孔 . 选择较低的破孔率,以保证冷轧的可靠性和毛壁厚度的均匀性。 在调整热轧带钢速比时,成对的导向盘也相应调整。注意导板的应用,增加导板地脚螺栓的检查范围,减小导板在轧制时的晃动力,保证抛钢的顺畅。抗氢裂无缝拼接管线管无缝管原材料主要用于井筒周围高压气体的输送。 随着氯化氢腐蚀问题的日益严重,耐硫无缝拼接管线管的研发迫在眉睫,耐硫特性的优劣势在必行。讨论了影响抗氢致开裂的物质和原料元素。认为添加Cu和Ni可以改善无缝拼接管线管原材料的HIC特性,降低钢中的S成分。氢膨胀的敏感性。



1.先进生产设备、检测设施,保证所供应 江西宜春焊管的质量。 2.心贴心的服务,解决客户难题,实现一站式采购。 3.良好的 江西宜春焊管原产地优势,以及便利的交通,让我们能够有效快捷的满足 江西宜春焊管客户要求。 鹏鑫钢铁有限公司立信于心的经营理念,本着做商先做人的态度,全心全意为客户服务努力做到质量更好,效率更高,服务优良。我们一定能够成为您生意场上辉煌腾飞的助力,实现共同发展.


江西宜春20#无缝钢管的焊接解析: 1、焊接特性:20#无缝钢管具有导热性强而热容量大,线胀系数大,熔点低和高温强度小等特点,焊接难度大,应采取一定的措施,才能保证焊接质量。 2、江西宜春20#无缝钢管及焊丝的清理,焊丝及破口两侧50mm范围内,表面用丙酮清洗干净,用不锈钢丝刷刷去表面氧化膜,露出金属光泽,清理好的破口想要在2小时内焊接,清理好的焊丝放入未用的筒内,想要在8小时内用完,否则重新处理。 3、钨棒选用铈钨棒,氩气钝质不小于99.96%,且含水量不应大于50mg/m3。 4、环境温度不低于5℃,否则应预热至100~200℃方可施焊,相对湿度控。

