






冷拔无缝管工艺控制系统在轧管时,自动测量定径管的外径,并根据成品管的名尺寸快速而地调整轧辊,以取得直径和圆度的高度性。
共有以下两种形式:
机架是和张减机机架相结合地装在同一个机座上;(独立型),即机架单独形成一个变形区,它和张减机机架外形不相同,两者间没有互相关联的关系。
工艺控制系统的主要功能可概括如下:计算轧管时的轧辊速度;在无负荷状态下自动调整乳辊;计算轧制时的调整行程,确定*佳化的整定值;对乳出端管径的监控;
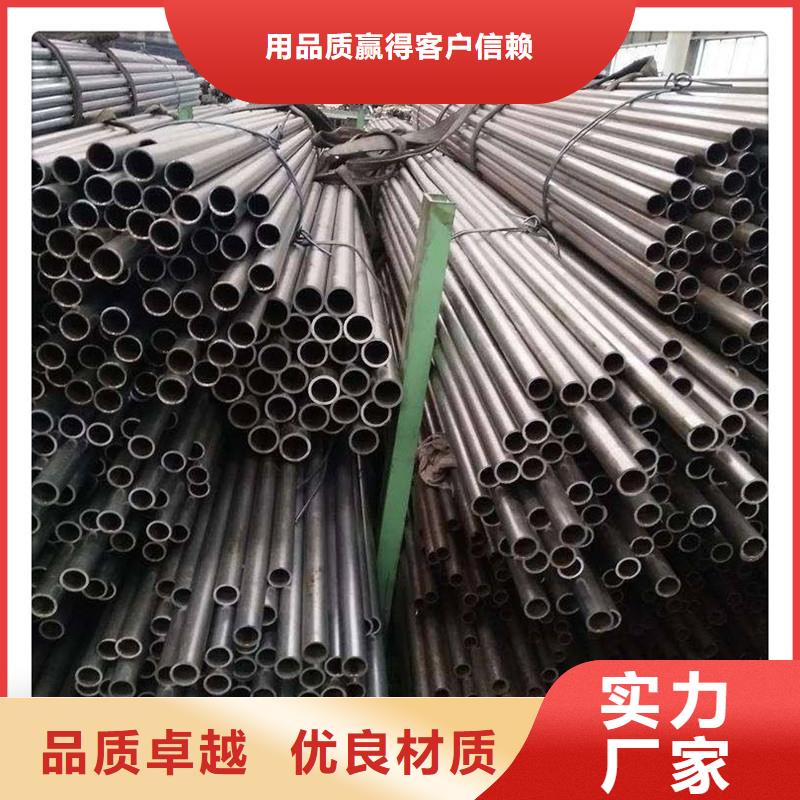
运城冷拔无缝管具有内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口压扁无裂缝、表面已作防锈处理等特点。
冷拔基本的工艺流程是:热轧毛管—>毛管检查、修磨—>毛管酸洗—>毛管酸洗后复检—>冷拔—>精拉道次前矫直—>酸洗、润滑—>精拉—>成品前处理—>入库。
运城冷拔无缝管生产需要注意控制:
1、毛管
毛管壁厚要均匀、内外表面缺陷少;要配置外表面抛光及内孔缺陷清理设备。
2、复检
与普通冷拔钢管相比,冷拔精密无缝管生产增加了热轧毛管酸洗复检工序,主要是要保证毛管外表面无折叠、裂纹等缺陷,排除掉内表面存在折叠、严重划线、麻面等缺陷的毛管。
3、工具
一般20g运城冷拔无缝管生产所使用的工具的表面光洁度要求在Ra0.4以上,尺寸精度达到H3以上,硬度要求在HRC70以上。同时要求拉拔过程中不能出现顶头或模具粘钢现象。
4、退火
退火在所有的冷拔管生产中是非常重要的工序,退火质量的好坏既影响钢管的性能也影响氧化铁皮的。冷拔精密钢管需要配置无氧化光亮退火炉设备。
5、酸洗
20g运城冷拔无缝管在硫酸酸洗过程中容易形成以Fe2O3、Fe3O4为主的“黑渣”,在后续生产中形成表面黑斑。Fe2O3、Fe3O4易溶于盐酸,为防止黑斑形成则在酸池中加入5-10g/l的NaCl。
6、润滑
应选用树脂作润滑剂,这种润滑与磷化加润滑(皂化)相比有明显的区别,拔制出来的钢管呈现铁基体的本色,既有高的光洁度又有冷轧管般的漂亮外观色泽。
生产20g运城冷拔无缝管的工业控制包括模具设计、退火、酸洗、润滑等条件控制,同时应在毛管质量检测、整修方面做好工作。



如今,公司拥有一批技术精湛的 辽宁厚壁钢管厂家资深技术人才和洞悉市场走向、服务热情周到的营销人才。同时将企业价值观与经营理念潜移默化的传递给每位员工,从而塑造出一支具有高度凝聚力和忠诚度的员工队伍,正是每一个员工所发挥出来的工作热情和创造力,为企业的发展提供了源源不断的动力,打下了更坚实的基础。
金海金属材料有限公司全体员工将以优质的 辽宁厚壁钢管厂家产品和满意的服务迎接国内外广大客户的光临。


冷拔钢管加工注意事项
冷拔精密钢管是用于机械结构、液压设备的尺寸精度高和表面光洁度好的无缝管。选用冷拔精密钢管制造机械结构或液压设备等,可以大大节约机械加工工时,提高材料利用率,同时有利于提高产品质量。
冷拔精密钢管加工注意事项:
在压力加工、铸造、焊接、热处理、切削加工和其他工艺过程中,制品可能产生内应力。多数情况下,在工艺过程结束后,金属内部将保留一部分残余应力。残余应力可导致工件破裂、变形或尺寸变化,残余应力也提高金属化学活性,在残余拉应力作用下特别容易造成晶间腐蚀破裂。因此,残余应力将影响冷拔精密钢管的使用性能或导致工件过早失效。
进行去应力退火时,冷拔精密钢管在一定温度作用下通过内部局部塑性变形(当应力超过该温度下材料的屈服强度时)或局部的弛豫过程(当应力小于该温度下材料的屈服强度时)使残余应力松弛而达到的目的。在去应力退火时,工件一般缓慢加热至较低温度(灰口铸铁为500~550℃,500~650℃,有色金属合金冲压件为再结晶开始温度以下),保持一段时间后,缓慢冷却,以防止产生新的残余应力。
去应力退火并不能完全冷拔精密钢管内部的残余应力,而只是大部分。要使残余应力彻底,需将冷拔精密钢管加热至更高温度。在这种条件下,可能会带来其他组织变化,危及冷拔精密钢管的使用性能。


大同冷拔钢管价格
冷拔无缝管外表面主要有哪些缺陷?
1、外折叠。形成原因有:原料质量不良,机械刮伤,变形过程中产生的金属表面破裂。
2、表面压痕(凹坑、结疤)。形成原因有:工具表面粘金属,冷拔无缝管表面粘异物,孔型中留有金属块或其他异物。
3、耳子、楞子和青线。形成原因有:使用的工具不合理,调整不当,孔型不对称或来料尺寸不当。
4、外擦伤。形成原因有外界物把冷拔无缝管表面擦伤。
5、麻点(面)。主要是工具磨损和氧化铁皮造成的。
冷拔无缝管冷拔时产生缺陷的原因
1、冷拔无缝管管料或中间管的质量不好,包括几何尺寸不符合要求,纵向和横向壁厚不均严重,弯曲度和椭圆度过大,化学成分不合,力学性能不合或不均等;
2、没有遵守拔制冷拔无缝管前各准备工序的操作规程。主要的是锤头工艺不正确、化学处理和热处理操作不当、管端有毛刺、修磨质量不高、在运输过程中产生缺陷等;
3、没有遵守拔管过程的操作规程。表现在冷拔无缝管中心线和拔制不一致、拔管模安装不正、开拔速度太快、工具选配不当、芯棒拉杆的直径过大或过小、变形量太大、芯棒送进不及时等;
4、拔管模和芯棒的质量不好,包括光洁度差、硬度和强度低、尺寸不合、硬质合金模的镶装不正确等;
5、拔管机失修。如拔管小车倾斜、模座或拔管模本身在中心架上安装不正等。


