



想要一睹双侧钢筋套丝打磨生产线质量可靠产品的真容吗?快来观看我们的视频吧!我们将带您走进一个全新的世界,感受产品的魅力与品质。
以下是:双侧钢筋套丝打磨生产线质量可靠的图文介绍


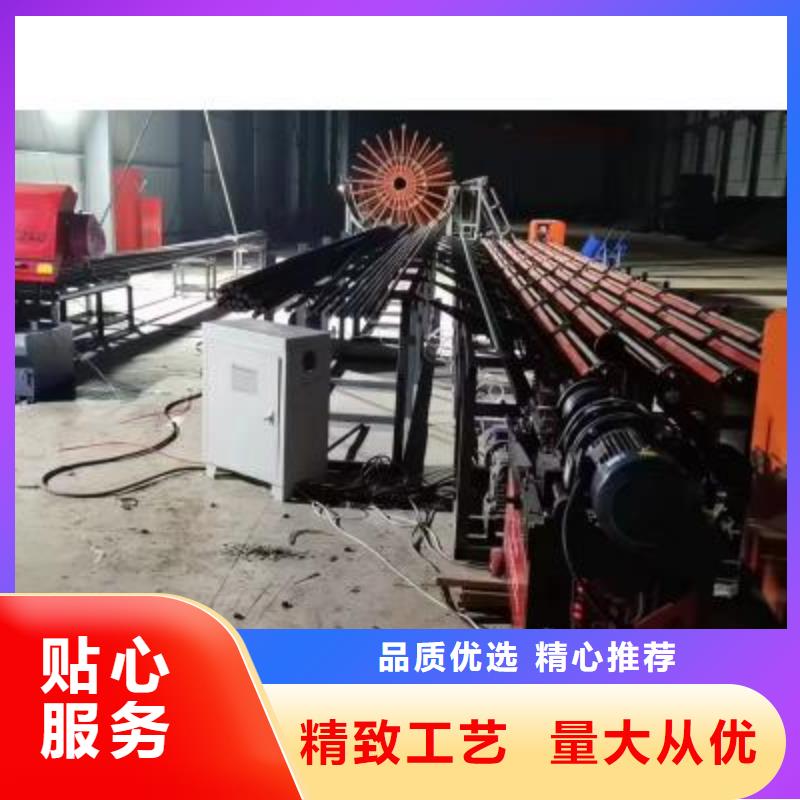
河南建贸机械有限公司钢筋带锯床下料锯床型号
液压传动系统由泵,阀,油缸,油箱,管路等元辅件组成的液压回路,在电气控制下完成锯梁的升降,工件的。通过调速阀可实行进给速度的无级调速,达到对不同材质工件的锯切需要。电气控制系统由电气箱,控制箱,接线盒,行程开关,电磁铁等组成的控制回路,用来控制锯条的回转,锯梁的升降,工件的等,使之按一定的工作程序来实现正常切削循环。
润滑系统开车前必须按机床润滑部位(钢丝刷轴,蜗轮箱,主动轴承座,蜗杆轴承,升降油缸上下轴,活动虎钳滑动面丝杆)要求加油。蜗轮箱内的蜗轮,蜗杆采用30号机油油浴润滑,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于位置时,油面应位于油标的上,下限之间。一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。
液压传动系统由泵,阀,油缸,油箱,管路等元辅件组成的液压回路,在电气控制下完成锯梁的升降,工件的。通过调速阀可实行进给速度的无级调速,达到对不同材质工件的锯切需要。电气控制系统由电气箱,控制箱,接线盒,行程开关,电磁铁等组成的控制回路,用来控制锯条的回转,锯梁的升降,工件的等,使之按一定的工作程序来实现正常切削循环。
润滑系统开车前必须按机床润滑部位(钢丝刷轴,蜗轮箱,主动轴承座,蜗杆轴承,升降油缸上下轴,活动虎钳滑动面丝杆)要求加油。蜗轮箱内的蜗轮,蜗杆采用30号机油油浴润滑,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于位置时,油面应位于油标的上,下限之间。一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。



建贸机械 有限公司可定制各种型号 山东枣庄镦粗机生产厂家大量现货,当天即可发货,欢迎咨询。

调换与滚丝轮螺距相适宜的垫圈,以保证螺距的正确性,螺距与垫圈厚度的关系见表二。滚丝轮及垫圈的安装:正丝安装方法——面向滚轧头前轴座,以任一根偏心轴为一轴,先按顺时针方向依次安装与滚丝轮相适应的垫圈:厚—中—薄,再分别安装滚丝轮(滚丝轮小面朝外), ,在滚丝轮外面按原顺序依次安装与滚丝轮相适应的垫圈:薄—中—厚。反丝安装方法——调换每个滚丝轮的内外垫圈即可。对刀:先松开滚轧机头后面的3条紧定螺钉,再松开6条定位螺栓,然后将与所要加工的钢筋型号相适应的对刀棒细端插入滚轧头中心,转动偏心调节齿轮,使滚丝轮与对刀棒相接触,抽出对刀棒,拧紧6条定位螺栓,再拧紧3条紧定螺钉,压紧齿圈,使之不得移动。设备特性:1、钢筋端面铣平机切割处理保证一致,接头无缝隙。端面加工每次4根同时进行,速度较人工打磨时间短,大大节约了成本,且打磨质量得到了有效控制。度高、人工劳动强度低、整体效率高。

