18802286588




更新时间:2024-11-03 05:26:21 浏览次数:8 公司名称:天津 恒永兴金属材料销售 有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 149 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 恒永兴 |
| 规格 | 齐全 |
| 价格 | 电议 |
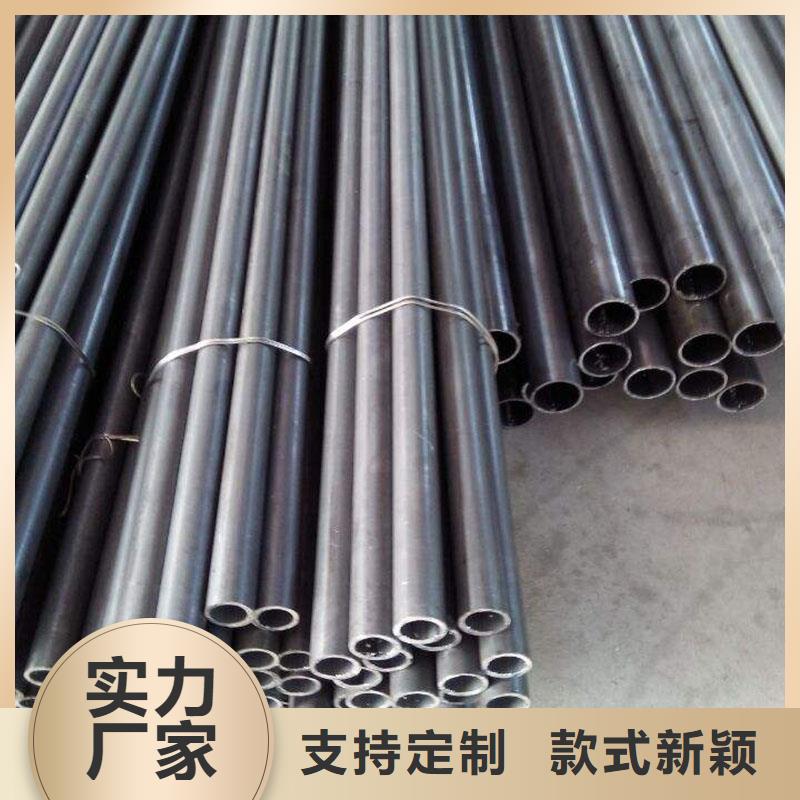


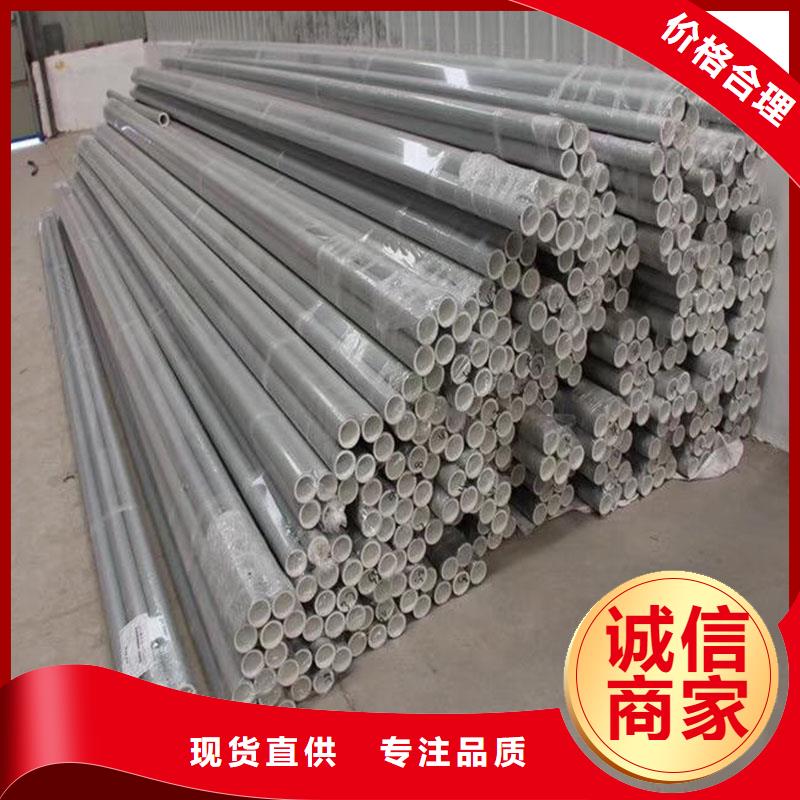




恒永兴金属材料销售 有限公司一直视 山西无缝钢管产品质量为企业生存之本,并注重 山西无缝钢管产品的改良与创新。除了对质量方面严格把关,服务也是我们的一大特色,我们深信好的 山西无缝钢管产品加好的服务,才能让企业更稳健地成长,成为客户心中值得信赖的 山西无缝钢管品牌。 山西无缝钢管的尺寸、材质、颜色均可定制,期待您的详询!



自有厂家多年山西无缝钢管经验质量值得信赖
山西无缝钢管品质优良贴心服务用质量打造市场口碑

规格种类多样山西无缝钢管可根据需求定制






