




文字或许能描绘耐磨堆焊板厂家直销产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!
以下是:耐磨堆焊板厂家直销的图文介绍

【多麦金属】高锰耐磨耐候钢板生产厂家主要生产 西藏林芝堆焊耐磨板等系列。几年来,公司不断强化经营管理制度,以科技为先导,以质量求生存,坚持以人为本,科技创新的战略理念,坚持以质取胜,凭借规范的管理高素质的员工队伍和质量管理体系及完善的售后服务,为公司的持续发展打下了坚实的基础。公司聚集了一批具有良好创新能力、新颖知识结构、强列团队精神的机械、软件、管理人才,使公司的能力、管理水平、服务意识,始终处于水平。与时俱进,新高。严格的管理、良好的信誉和尽善的售后服务赢得了广大用户的高度赞扬与好评。诚信是金。人无信不立,商无信不远,站在发展的角度,坚持走诚信之路,更把这种经营理念贯穿于生产工序中,以质量赢得信誉,以信誉创造奇迹,正是由于这种信念使我们的产品达到了近乎于零的返修率。本着以质量拓市场,以信誉赢客户的宗旨,不断增强自身实力,完善内部机制,时刻参与市场竞争;以更精湛的技术,服务奉献给广大用户。我们竭诚欢迎广大客户前来参观指导、协商洽谈,我们愿与您携手并进,共续辉煌!


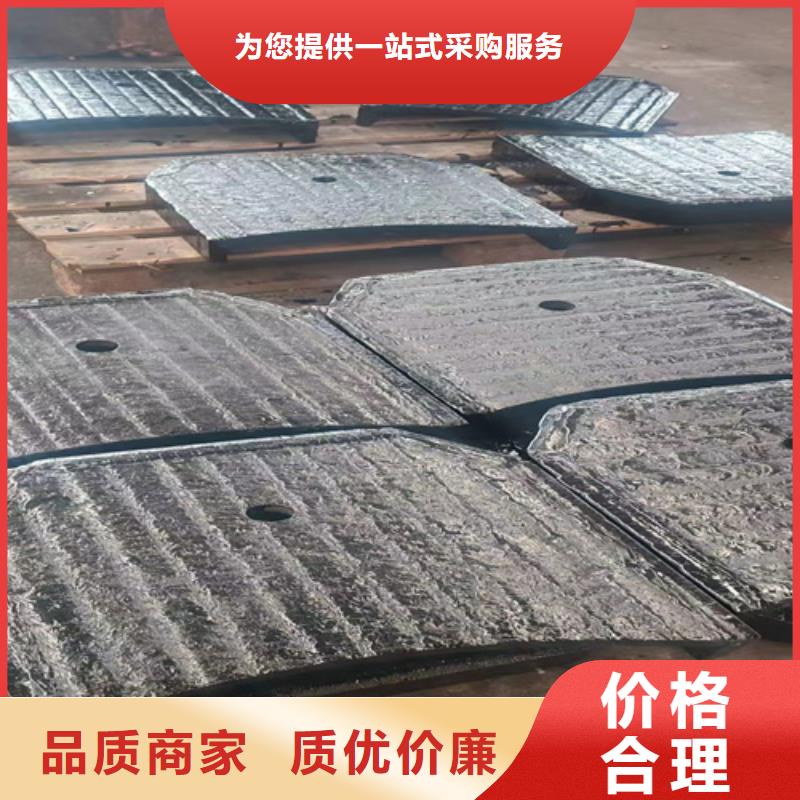
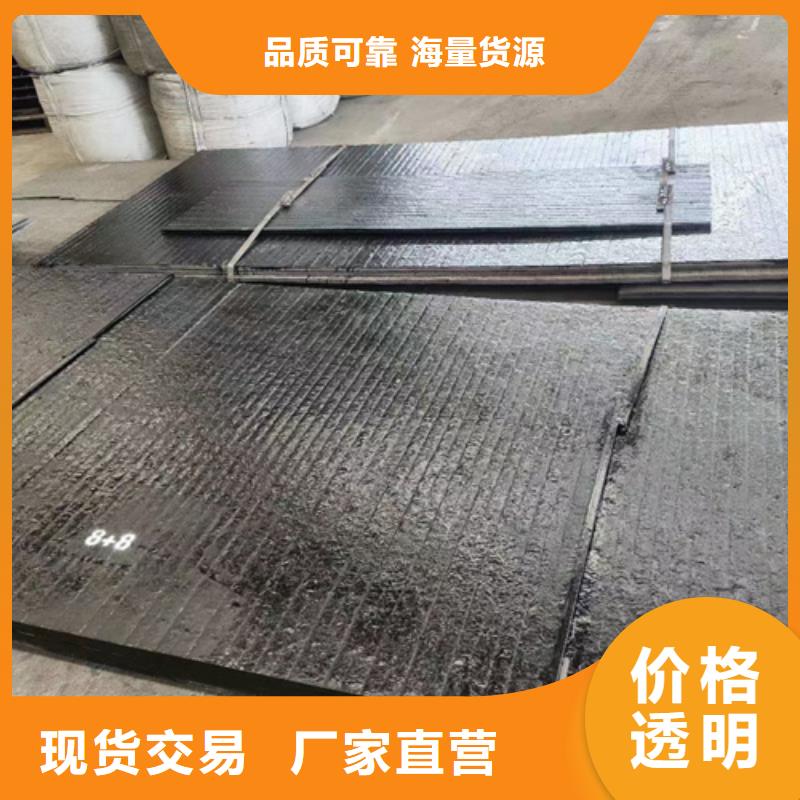
堆焊工艺方法在堆焊前先将明弧堆焊焊丝穿过送丝轮和导电嘴,焊枪接电源正极,基材接电源负极,通电后焊丝先与基材之间形成电弧,随焊枪摆动向前焊接,电弧开始在焊丝与基材之间产生,进人稳定焊接过程。在堆焊过程中,焊枪的摆动宽度应大于焊丝直径的4倍以上,以避免摆动过宽造成焊道两侧熔深过大,摆宽过窄造成成形不良。堆焊过程中的易损件,如导电嘴、西藏林芝送丝轮应及时更换,否则会导致送丝不畅,而产生断弧。焊丝的干伸长度要适中,不能过长或过短(一般25mm)。过长会导致焊道不直,影响焊缝成形;过短会导致断弧,影响连续焊接和板的质量。在实际的生产过程中,我们采用四头堆焊板工艺,同时用四台焊机堆焊。采用这种方法能提高生产效率,降低成本。如堆焊规格为1500mmx3500mm的Q235钢板,当选用2.8mm焊丝,堆焊4mm厚度时,大约只需要3.5h,一人操作即可完成整张板的焊接。同时焊接过程中采用压力水冷技术,既可提高冷却速度,也可提高板的硬度和。焊接速度的选择:从堆焊成形角度讲,焊接速度太小时,由于线能量过大熔化了较多的金属,使熔化金属向焊缝两边流淌,影响焊缝成形,同时容易造成边缘部分与基材间产生未融合的缺陷;焊接速度太大时,会使堆焊层中间下凹或者薄厚不均匀。通过多次试验,我们选择的焊速一般在10~15mm/s之间,随着焊接电流的增加,焊速也略有增加。此外,焊速还影响堆焊层厚度,焊速越快,堆焊层越薄。所以在实际堆焊时,应综合考虑多方面因素来选择焊速。复合耐磨钢板



在现代化大规模的工业生产中,磨损导致机械部件的失效问题是非常严重的,特别是随着化工、西藏林芝附近能源、西藏林芝附近交通等行业的发展,在现代化工、西藏林芝附近水泥、西藏林芝附近冶炼中,磨损导致的失效问题严重。随着表面工程技术的发展,大面积复合板堆焊技术推广和使用,美国、西藏林芝附近加拿大、西藏林芝附近澳大利亚、西藏林芝附近英国等已将这一技术广泛应用于工业生产中,而我国是近几年才开始大范围应用,中材淄博重型机械有限公司与北京焊博焊接材料有限公司共同研制的明弧焊堆焊板,是在普通Q235钢板上采用新型明弧堆焊药芯焊丝堆焊制成的新型复合耐磨钢板


