
产品详细介绍
以下是:数控等离子切割机龙门式激光切割机推荐厂家的产品参数
导读 数控等离子切割机龙门式激光切割机厂家,华宇诚数控科技有限公司为您提供数控等离子切割机龙门式激光切割机厂家,联系人:,电话:18986290037、18986290037,QQ:1051088151,请联系华宇诚数控科技有限公司,发货地:武汉江夏区庙山工业园特1号发货到广东省 中山市 。 广东省,中山市 中山市,古称香山,广东省辖地级市,市境位于北纬22°11′—22°47′,东经113°09′—113°46′之间,地处珠江三角洲中部偏南的西江、北江下游出海处;是全国4个不设区的地级市之一,截至2022年9月,全市面积1783.67平方千米,辖8个街道、15个镇。截至2022年末,中山市常住人口443.11万人。
我们的数控等离子切割机龙门式激光切割机厂家产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:数控等离子切割机龙门式激光切割机厂家的图文介绍


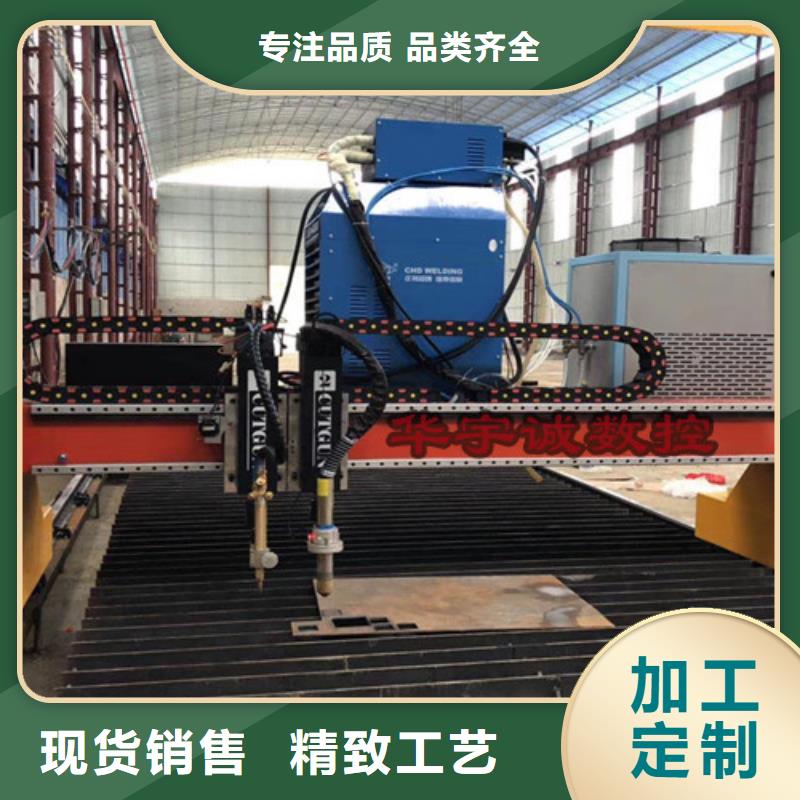
从各种数控切割机应用情况来看,国内生产的数控切割机的技术水平、整机性能等整体水平都取得了可喜的进步,逐步赶上国际先进水平,满足用户的需要,进一步提高了市场竞争力。国内一些数控等离子切割产品在许多方面已形成自身独有的特点,实现了“自动化、多功能和高可靠性”。在某些方面,产品的技术性能甚至超过了国外的产品。图片图片数控切割机主要品种包括以下几种: 数控火焰切割机、数控等离子切割机、数控激光切割机、 数控高压水射流切割机、其它专用特殊切割设备(如数控管材切割机、数控型材切割机、其它非金属专用切割设备等,)1、在切断电源后,用半干抹布擦拭设备的外表,保证设备清洁无油污。在擦拭的时候注意有没有缺损的螺钉螺帽以便及时补上。 2、检查并清理气路,更换要“退休”的气管。并及时换回火器滤芯,保证气路的通畅。 3、调节割炬的松紧,使其达到正常运行的松紧度,并检查钢带的磨损调整松紧。 4、在清洗割炬轴承、丝母、四缸的时候加润滑脂,清理大车变速箱加注油脂以保证机器的正常运转。 5、用压缩空气清楚电气箱积尘,检查紧固接零装置和限位保护装置。在机械结构上 龙门式数控切割机即传统大中型机床的双底架横梁座立式结构,跨距和纵向行走距离大,适合大型板材加工。 悬臂式数控切割机也是一种传统经典的机械结构,单底座与横梁一端相接,在横梁上横向移动,此类设备适合中小型板材加工 是由半自动小车式切割机发展而来,在小车式切割机上加装了数控系统和传动装置,基本外型与小车式半自动切割机相似,此类机型成本低廉,结构轻巧,特别适合中小型板材加工。 由雕刻机发展而来,外型颇似在工作台上加装了一台微型龙门切割机,此类设备在薄板切割领域有很大优势,被广泛应用于广告和汽车钣金行业。



展望未来,华宇诚数控科技有限公司不是一味的追求什么规模,而是生产出优质 广东中山光纤激光切割机床产品,为客户服务,让客户心中永远记得有这样一个重质量,守诚信的单位,永远存在于广大客户的心中。


数控等离子切割机在使用时要注意掌握一些细节,不然容易因为切割质量不稳定,易损件更换频繁而发生故障。那么数控等离子切割机平时的使用技巧有哪些呢?图片-----图片-----1、数控等离子切割机要采用合理的切距按说明书的要求,采用合理的切距,切距即切割喷嘴和工件表面的距离,当穿孔时,尽可能采用正常切距的2倍距离或是采用等离子弧所能传递的高度。-----图片-----2、数控等离子切割机切割应从边缘开始数控等离子切割机尽量从边缘开始切割,而不要穿孔切割。数控等离子切割机采用边缘作为起始点会延长消耗件的使用寿命,所以正确方法是将喷嘴直接对准工件的边缘后再启动等离子弧。 图片-----图片-----3、数控等离子切割机减少不必要的“起弧(或导弧)”时间起弧时喷嘴与电极的消耗均非常快,所以在开始前,应将割炬放在切割金属的行走距离内。 -----图片-----4、数控等离子切割机尽量保持割炬与消耗件的清洁在割炬与消耗件上的任何脏物都会极大地影响等离子系统的功能。更换消耗件时要将其放在干净的绒布上,要经常检查割炬的连接罗纹,用过氧化氢类清洁剂清洗电极接触面还有喷嘴。图片-----图片-----5、数控等离子切割机喷嘴不能过载使用 让喷嘴过载(即超过喷嘴的工作电流),会使喷嘴损坏更快。电流强度应是喷嘴的工作电流的95%。比如:100A的喷嘴的电流强度应设定为95A。图片-----图片-----6、数控等离子切割机穿孔厚度要在机器系统的允许范围内数控等离子切割机不得在超过工作厚度的钢板上穿孔,一般的穿孔厚度是正常切割厚度的1/2。



数控等离子切割机喷嘴高度
数控等离子切割机喷嘴高度是指喷嘴端面与切割表面的距离,它构成了整个弧长的一部分。由于等离子弧切割一般使用恒流或陡降外特征的电源,喷嘴高度增加后,电流变化很小,但会使弧长增加并导致电弧电压加大,从而使电弧功率提高;但同时也会使暴露在环境中的弧长增长,弧柱损失的力量增多。
在两个因素综合作用的情况下,前者的作用往往完全被后者所抵消,反而会使有效的切割力量减小,致使切割能力降低。通常表现是切割射流的吹力减弱,切口下部残留的熔渣增多,上部边缘过熔而出现圆角等。另外,从等离子射流的形态方面考虑,射流直径在离开割炬口后是向外膨胀的,喷嘴高度的增加必然引起切口宽度加大。所以,选用尽量小的喷嘴高度对提高切割速度和切割质量都是有益的,但是,喷嘴高度过低时可能会引起双弧现象。采用陶瓷外喷嘴可以将喷嘴高度设为零,即喷口端面直接接触被切割表面,可以获得很好的效果。
总结 数控等离子切割机龙门式激光切割机厂家,华宇诚数控科技有限公司专业从事数控等离子切割机龙门式激光切割机厂家,联系人:,电话:18986290037、18986290037,QQ:1051088151,发货地:江夏区庙山工业园特1号,以下是数控等离子切割机龙门式激光切割机厂家的详细页面。