





此次1880产线年修自4月19日开始,原计划5月1日10时热负荷试车结束,经过全体参战人员的共同努力,提前5个多小时完成,并达到既定检修目标。该产线原计划检修项目377项,随着工程的开展,根据现场设备静态点检情况,临时增加了32项。参加1880产线年修施工的修建(维检)公司、机电安装公司、筑炉公司等十余家单位沟通顺畅、联系紧密、工序协调,为此次年修提前告竣提供了保障。
据了解,此次年修存在“两大难题”,一是R1主减速机一轴齿面剥落严重,在本钢集团相关部门的帮助协调下,设备厂家技术人员到场指导处理,经过反复调整打磨,现已投入使用。其二是对F3复合减速机分解检查发现,下轴定位轴承游隙偏大,并且滚动体伴有光环,箱体与轴承外圈接触部位存在0.2~0.3毫米磨损,磨损部位现已进行修补,问题得到解决。
该厂设备管理室副主任高雷介绍,与往年相比,此次年修该厂针对施工和检修质量进行了反复强调。在方面,对动火作业、高空作业和临边作业中的习惯性违章行为“零容忍”,由专门成立的监督岗进行全程监督,一旦发现习惯性违章人员立即出场,对严重违章人员后不允许再参与该厂维保。据介绍,在此次年修过程中,共出场4人,施工队伍的意识得到明显增强。
在保证检修质量方面,除施工单位、质量检查员外,年修指挥部组织其他两条产线专业技术人员成立5个质量检查小组,对主要项目进行第三方质量验收,确保年修质量全优。


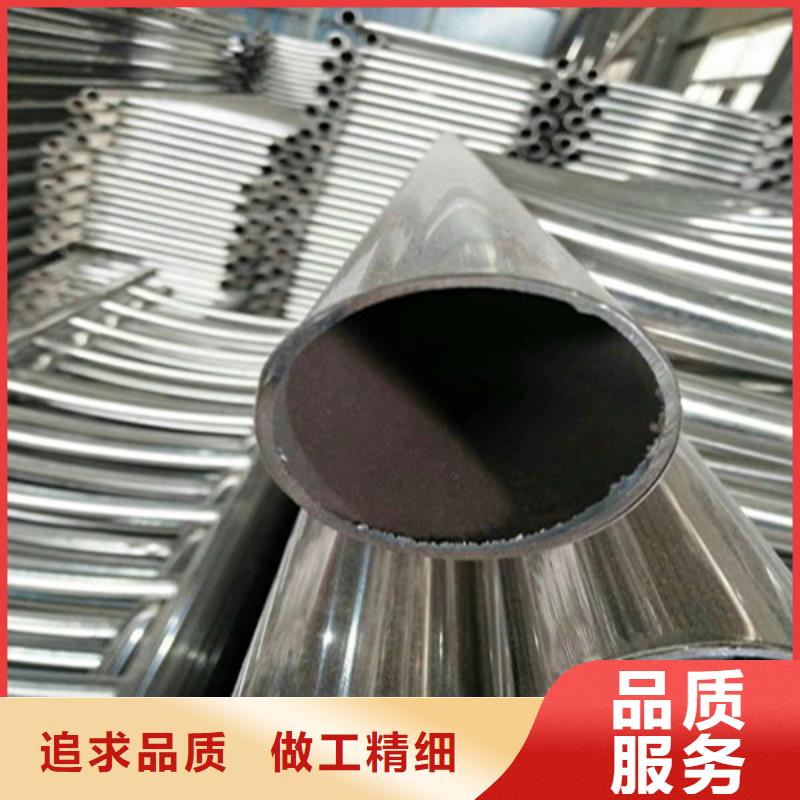
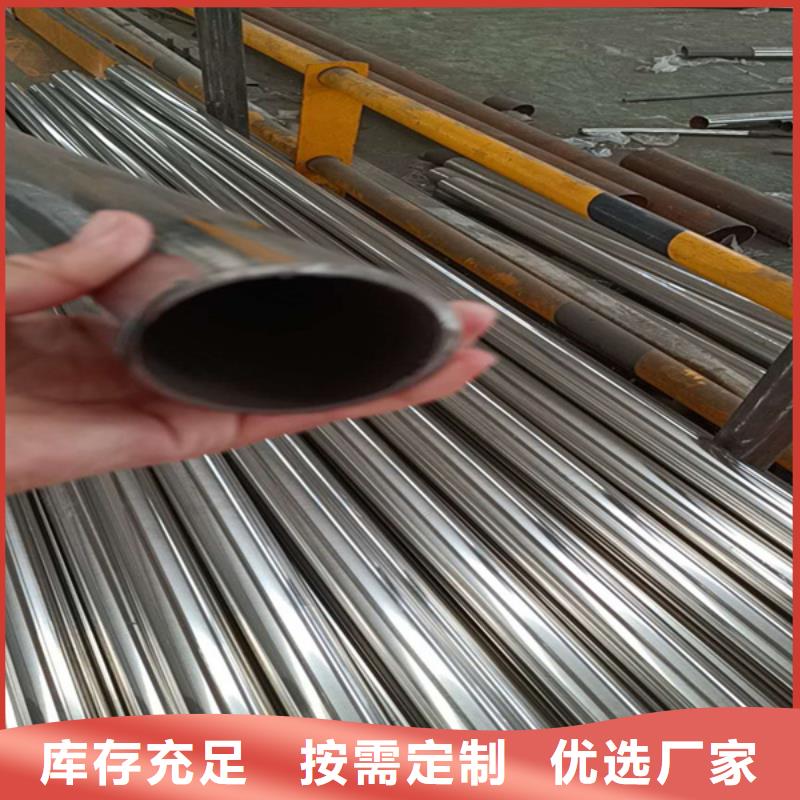
不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。
从材料质量选择,检验等方面都有了一整套严格规范的管理,由于外表美观、价格低廉等优点,现已广泛用于桥梁护栏,装饰装潢,车辆附件,输送辊轮,纺机配件等领域。
据了解,该工程集输管线选用双金属复合管。该管材属于新一代设计产品,对于输送混合气液有着广泛的应用前景,为先导试验区建设打开新局面。
双金属复合管焊接这种新工艺,对焊工更是一种新的挑战,焊工在培训期间非常积极。通过每天的焊件外观检查总结,焊接水平不断提高,培训效果良好,为保证该类管材的焊接质量奠定了良好的基础,同时为先导试验区工程建设打开良好局面,为工程保质保量顺利进行打下坚实基础。
由于该新型管材在油田地面建设工程尚未接触,焊接工艺尚未成熟,处于摸索阶段。油建工程二公司对焊接工艺非常重视,积极与业主和设计联系,成立双金属复合管焊接工艺领导小组。







