

文字的描绘可能无法完全捕捉钢板喷漆无缝管大量现货产品的精髓,观看视频,让产品自己向您诉说它的故事。
以下是:钢板喷漆无缝管大量现货的图文介绍
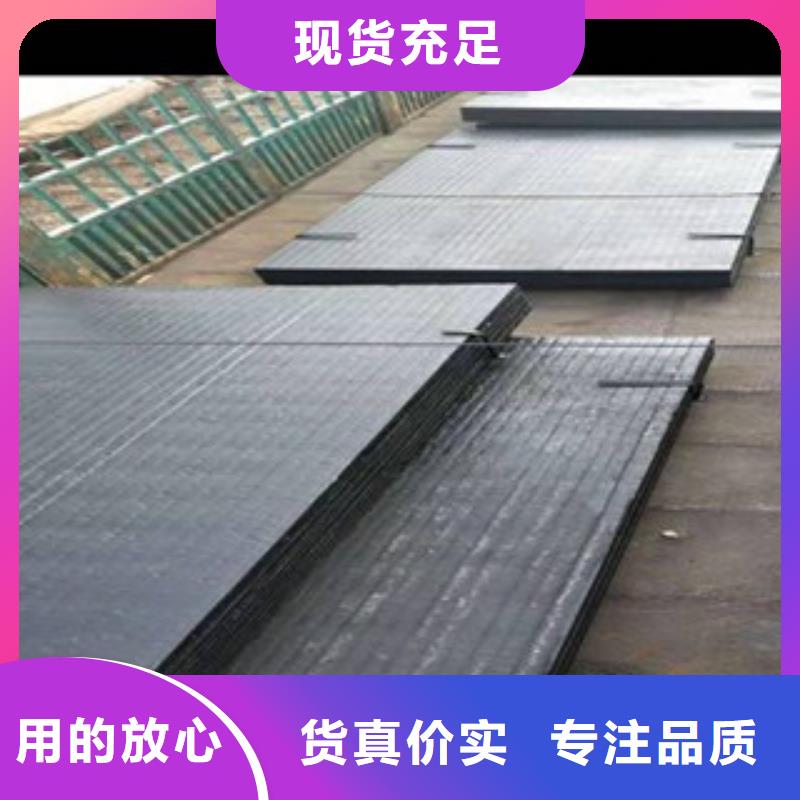
为了保证高硬度双金属复合耐磨钢板原有的综合性能,应对基层、过渡层和复层分别进行焊接。高硬度双金属复合耐磨钢板焊接时,应注意以下几点:
(1)严格按照图样、焊接工艺和有关标准施焊。
(2)遵循先焊接基层,再焊接过渡层, 焊接复层的焊接顺序。
(3)基层的焊接,应严防基层焊缝熔化到不锈钢的过渡层甚至复层焊缝,以免少量高铬、高镍的高硬度双金属复合耐磨钢板成分稀释到碳素钢焊缝中形成马氏体组织而发生硬化。在不锈钢一侧的基层焊缝尽量采用无飞溅的焊接方法(例如埋弧焊、非熔化极氩弧焊等),因为碳素钢的飞溅会在复层表面造成锈蚀。



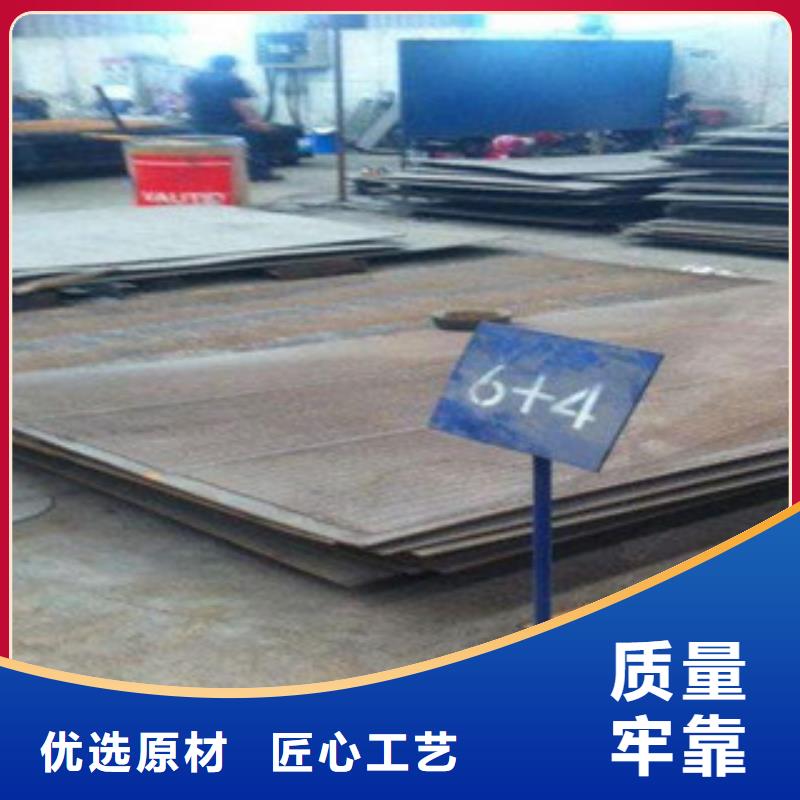
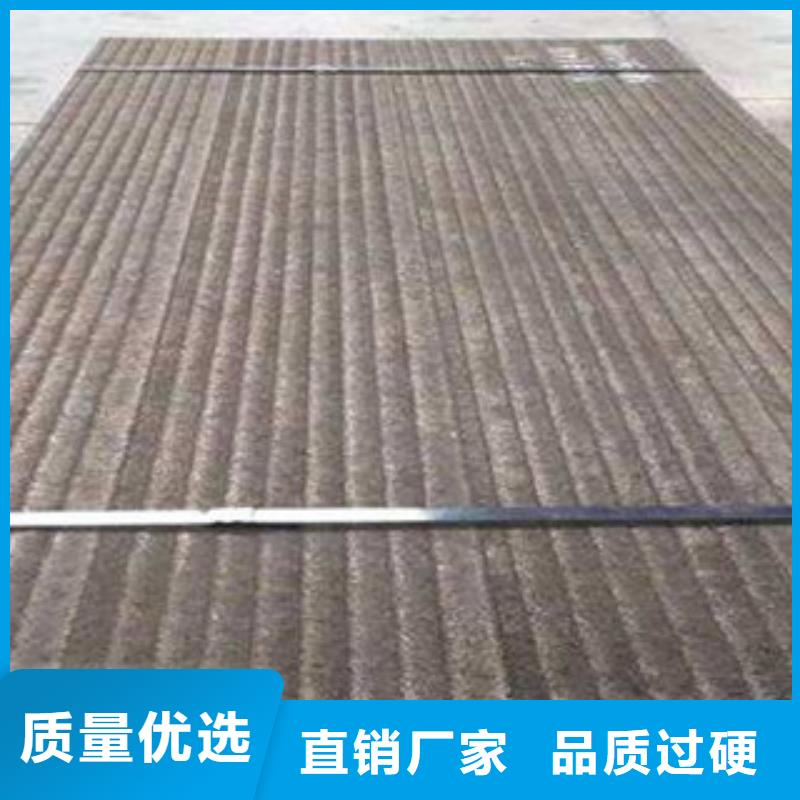
如果堆焊复合耐磨板表面出现裂纹,那么这个裂纹是否会对焊接效果产生影响?实践表明,堆焊复合耐磨板表面出现裂纹是正常现象,没有裂纹则是不符合技术要求的,但我们希望堆焊复合耐磨板的堆焊层表面裂纹应该是:数量多、外形小,分布呈无规律弥散状,裂纹的深度仅局限在堆焊层之内。国外有关堆焊复合耐磨板的技术文献中也标明:每平方英寸内应出现至少一条裂纹。堆焊复合耐磨板表面有裂纹是允许的,但不得深入母板。上述对堆焊层裂纹的规定,其主要目的为保证堆焊复合耐磨板堆焊层的耐磨性以及在实际使用中的性。
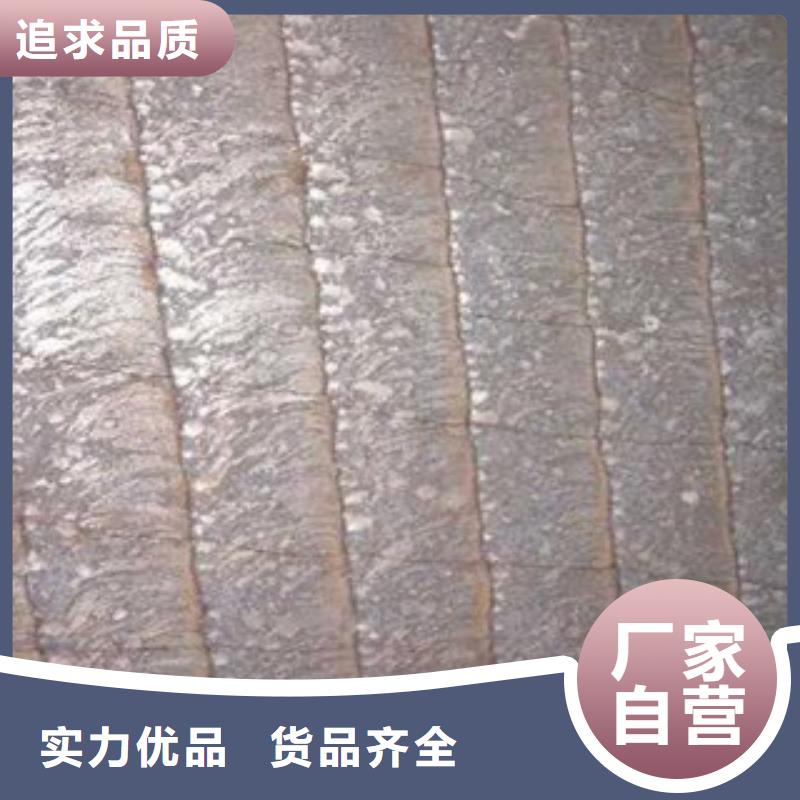
不合理的堆焊工艺将可能造成堆焊复合耐磨板表面裂纹形成连续延伸,贯穿性的大裂纹。这种大裂纹有可能深入母板之中,造成较大的危害性。在焊接电流为600~700A情况下,母板的熔深约为2~3mm,熔深层已渗入碳与合金元素,故不再为韧性金属。一般堆焊复合耐磨板母板厚度为10 mm,堆焊后的实际韧性区金属约减小20~30%,如果表面裂纹越过熔深层向下继续延伸,势必造成母板强度的降低,更为严重者会造成堆焊复合耐磨板的断裂。
不合理的堆焊工艺将可能造成堆焊复合耐磨板表面裂纹形成连续延伸,贯穿性的大裂纹。这种大裂纹有可能深入母板之中,造成较大的危害性。在焊接电流为600~700A情况下,母板的熔深约为2~3mm,熔深层已渗入碳与合金元素,故不再为韧性金属。一般堆焊复合耐磨板母板厚度为10 mm,堆焊后的实际韧性区金属约减小20~30%,如果表面裂纹越过熔深层向下继续延伸,势必造成母板强度的降低,更为严重者会造成堆焊复合耐磨板的断裂。



鑫铭万通商贸有限公司主营: 山西阳泉喷漆无缝管 等。公司位于北辰区北辰大厦4-1012,交通便利、地理位置优越。 公司本着“客户至上 精益求精”的质量方针,市场是企业的方向、质量是企业的生命。客户想到的我们要做到,客户没想到的我们要重视合同“确保质量,准时交付”。我公司真诚欢迎社会各界人士来公司参观指导,商务洽谈,同创双赢,共达辉煌。

