




为了给您提供更的钢筋焊网机喷浆车交货准时产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
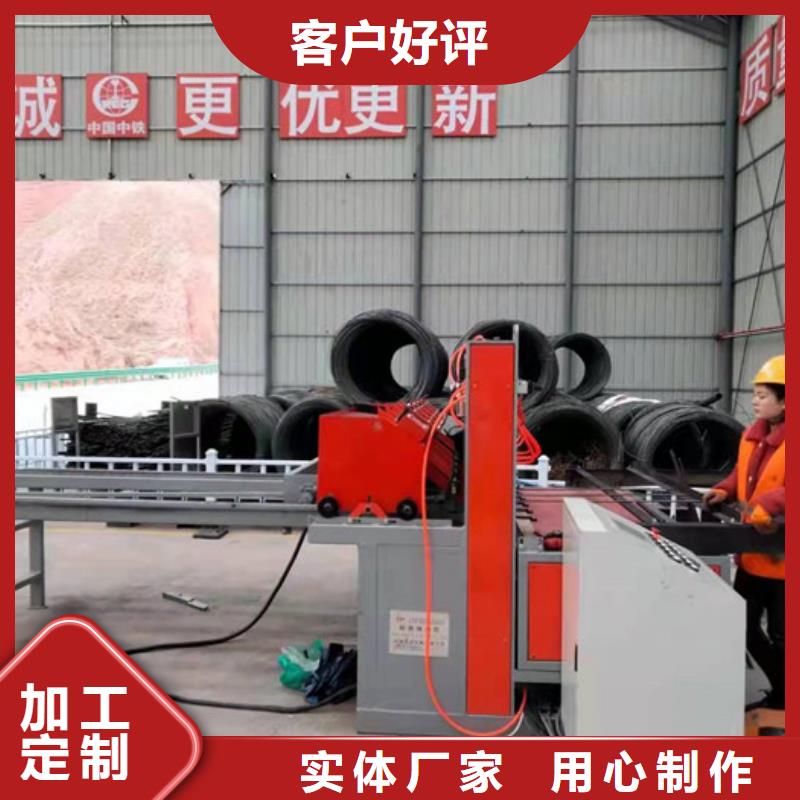
以下是:钢筋焊网机喷浆车交货准时的图文介绍
展望未来,建贸数控钢筋笼滚焊机厂家有限公司将本着“以诚信为根本、以客户为中心”的现代营销理念,不断 安徽安庆小导管尖头机产品质量,不断完善服务体系,源源不断地为广大消费者创造高品质、次、高价值的 安徽安庆小导管尖头机精品!



其纵向线交叉均为断线送料、纵向工作贯穿线、自动送料、自动送料落料、数控伺服往复送料。一次可按一次,一次焊接一次,不同尺寸的纬纱络上。主体结构由纬丝料斗、拉丝机制,焊接变压器、梁上部电极压力机制、底电极底梁机制,机制,拍摄线设置机制、组装等所有上述机制的框架和框架式框架,和新和漂亮。钢网焊机采用间接焊接工艺,一次压下,二次焊接。焊接时间和分控焊接由PLC数字编程组成,输入板为两种屏或键,操作更加智能化和合理。用于高速护栏、煤矿支架、的焊接。的一种设备。其纵向线交叉均为断线送料、纵向工作贯穿线、自动送料、自动送料落料、数控伺服往复送料。机的维修应按维修规程进行。钢网焊机的规程是对设备日常的要求和规定。必须坚持实施设备规程,延长设备使用寿命,保证工作环境的性和舒适性,成形机的材料进行检查。使用替代材料时,不应低于原材料的主要机械。片排焊机控制系统在硬件上用控制技术中十分成熟可靠的PLC和单片机技术,具有自动、手动功能,同时具有控制精度高、可靠性好、相应速度快等特点,实现了实时响应处理能力,上又利用了组态丰富的管理控制功能,加工的全自动快速工作,节省了人力带济上和速度上的好处。网片排焊机|片排焊机的实时检测电路可实现对焊接电流的控制、网片波动补偿和焊接回路阻抗补偿等。采用恒流控制方式对焊接质量进行自动,其原理是通过测量焊接回路中的电流有效值,并与给定的电流值相比较,当出现偏差时,调节可控硅的导通角以维持焊接电流的。



中如您想让焊接的孔距得到变化,您就把孔距输入电脑就能达到你所要的孔距,孔距随意可调。片平整,对角线误差小,设备。机采用电力电子同步控制技术,焊接时间与分控焊接均由数字化集成化电路组成,控制精度高,性能,焊点牢固,无烧痕。焊接速度快,而操作简单易学。纬线配置了精密截纬装置和轴向定位装置,确保了纬丝长度一致且边缘整齐,无须裁边。格定位装置,使网格调容易,网格尺寸精度高,焊丝孔径可在范围内任意。机应用广泛也可以生产花室、地热、。机的几大优势:1.片钢度度大、弹性好、间距均匀,浇筑混凝土时钢筋不易被局部踏弯,显著了钢筋工程质量。2.机大大降低了现场安装工时,省去了钢筋加工场地,明显了施工的速度。3.机焊点不仅能承受压力。


运用一个变压器而将各电极并联,这时,全部电流利路的阻抗必需底子持平,而且每一焊接部位的表面外形、材料厚度、电极压力都需相同,才华经由各个焊点的电流底子共同选用多个变压器的双面多点点焊,多么能够避免c的缺少。依据电流的热效应规律(也叫焦尔规律),Q=I^2;×Rt可知,电流持平,则电阻越大的部位发烧越高,电焊在焊接时柱头电阻,则在这个部位发作的电热天然也就多,当柱头将横径纵径压在一一起释放出很大的热量,使得横径纵径瞬间粘结。常用于装饰性面板的点焊。焊网机的作业原理:电路是闭合的,使得在整个闭合电路和电流处处持平;但遍地的电阻可是不一样的,特殊是在不固定触摸处的电阻,这个电阻在物理中叫触摸电阻。机的具体息:每一组变压器都由独自的电脑控制。
一次加压,多次焊接,使焊接更牢靠,更不变、更方便、愈加智能化。焊接电极头选用优质铬锆铜材料制作,运用寿数长,降低了出产本钱。焊接储气装置有空气过滤及油雾器,能够大大进步气动元件的运用寿数。变压器电极选用循环水冷却办法,延伸了运用寿数,降低了缺点率选用PLC编程控制,人道化的操作界面,易于操作及掌握。在各类展会上可以发现国外焊接设备的几个特点:高精度、高质量、数字化、智能化控制。国内无论从产量还是技术方向,正在向、自动化、智能型、节能环保型的焊接方向上发展。弧焊设备属于量大面广的产品,正逐步接近水平,节能、省材降耗的产品市场份额将进一步扩大。需顺应市场要求,产品结构、产品档次,大力发展逆变式焊接电源和自动、半自动焊机。
一次加压,多次焊接,使焊接更牢靠,更不变、更方便、愈加智能化。焊接电极头选用优质铬锆铜材料制作,运用寿数长,降低了出产本钱。焊接储气装置有空气过滤及油雾器,能够大大进步气动元件的运用寿数。变压器电极选用循环水冷却办法,延伸了运用寿数,降低了缺点率选用PLC编程控制,人道化的操作界面,易于操作及掌握。在各类展会上可以发现国外焊接设备的几个特点:高精度、高质量、数字化、智能化控制。国内无论从产量还是技术方向,正在向、自动化、智能型、节能环保型的焊接方向上发展。弧焊设备属于量大面广的产品,正逐步接近水平,节能、省材降耗的产品市场份额将进一步扩大。需顺应市场要求,产品结构、产品档次,大力发展逆变式焊接电源和自动、半自动焊机。


