



更新时间:2026-07-19 03:24:30 ip归属地:南充,天气:晴,温度:25-39 浏览次数:109 公司名称: 龙丽金属材料(南充市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
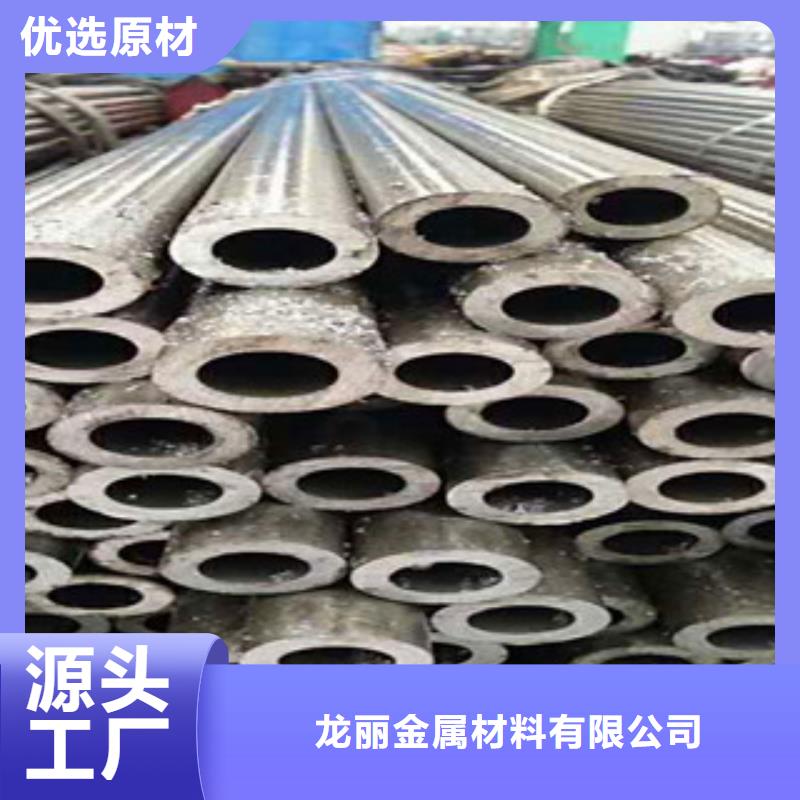
| 无缝钢管 | 国标 |
| 无缝钢管 | 国标 |
| 范围 | 精密无缝钢管45号无缝精密钢管供应范围覆盖四川省、成都市、绵阳市、攀枝花市、泸州市、乐山市、宜宾市、广安市、巴中市、甘孜市、凉山市、阿坝市、资阳市、雅安市、遂宁市、内江市、南充市、自贡市、德阳市、广元市、眉山市 顺庆区、高坪区、嘉陵区、南部县、营山县、蓬安县、仪陇县、西充县、阆中市等区域。 |






精密无缝钢管分类:
1.结构用无缝精密钢管(GB/T8162-1999)是用于一般结构和机械结构的无缝精密钢管。
2.流体输送用无缝精密钢管(GB/T8163-1999)是用于输送水、油、气等流体的一般无缝精密钢管。
3.低中压锅炉用无缝精密钢管(GB3087-1999)是用于制造各种结构低中压锅炉过热蒸汽管、沸水管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管用的优质碳素结构钢热轧和冷拔(轧)无缝精密钢管。
4.高压锅炉用无缝精密钢管(GB5310-1995)是用于制造高压及其以上压力的水管锅炉受热面用的优质碳素钢、合金钢和不锈耐热钢无缝精密钢管。
5.化肥设备用高压无缝精密钢管(GB6479-2000)是适用于工作温度为-40-400℃、工作压力为10-30Ma的化工设备和管道的优质碳素结构钢和合金钢无缝精密钢管。
6.石油裂化用无缝精密钢管(GB9948-88)是适用于石油精炼厂的炉管、热交换器和管道无缝精密钢管。
7.地质钻探用精密钢管(YB235-70)是供地质部门进行岩心钻探使用的精密钢管,按用途可分为钻杆、钻铤、岩心管、套管和沉淀管等。


精密钢管使用情况介绍:
精密钢管用作建造新的建筑物和用来修复历史名胜古迹的结构材料已有70多年了。早期的设计是按照基本原则进行计算的。今天,设计规范,例如,美国土木工程师学会的标准ANSI/ASCE-8-90"冷成型精密钢管结构件设计规范"和NiDI与Euro Inox联合出版的"结构精密钢管设计手册"已简化了使用寿命长,完整性好的建筑用结构件的设计。
未来展望
由于精密钢管已具备建筑材料所要求的许多理想性能,它在金属中可以说是 的,而其发展仍在继续。为使精密钢管在传统的应用中性能更好,一直在改进现有的类型,而且,为了满足高级建筑应用的严格要求,正在开发新的精密钢管。由于生产效率不断提高,质量不断改进,精密钢管已成为建筑师们选择的 有成本效益的材料之一。
精密钢管集性能、外观和使用特性于一身,所以精密钢管仍将是世界上 的建筑材料之一。



龙丽金属材料(南充市分公司)设备精良,以专业化生产保证 管道水泥清理、河道水下清淤、防渗注浆加固、淤泥装卸设备、淤泥固化处置、注浆搅拌桶产品的稳定性。 不断健全的管理体制为产品的结构、质量提供了可靠的保证。
我们的原则
创新源于我们对 管道水泥清理、河道水下清淤、防渗注浆加固、淤泥装卸设备、淤泥固化处置、注浆搅拌桶科技的积累;
稳定源于我们对 管道水泥清理、河道水下清淤、防渗注浆加固、淤泥装卸设备、淤泥固化处置、注浆搅拌桶质量的坚定;
卓越源于我们对 管道水泥清理、河道水下清淤、防渗注浆加固、淤泥装卸设备、淤泥固化处置、注浆搅拌桶细节的执着;
形象源于我们对 管道水泥清理、河道水下清淤、防渗注浆加固、淤泥装卸设备、淤泥固化处置、注浆搅拌桶服务的认真!

