

PE燃气管MPP电力管源头厂家直销视频中的每一个细节,都仿佛在诉说着产品的故事,让你在欣赏的同时,也能深深地感受到它的价值与意义。
以下是:PE燃气管MPP电力管源头厂家直销的图文介绍

在国外的发达 和地区,PE燃气管是城际埋地燃气管道中的占有量已达90%以上,在供水管所占市场份额达60%,并且国外在PE燃气管材方面忆经建立起了非常成熟的标准的施工规范。在我国,镀锌管逐步被禁用后,PE燃气管在建筑供水等领域很有竞争优势,在燃气、工业供排水、通讯、农业灌溉等领域PE燃气管材也呈迅速增长的态势。作为第二大品种的塑料管道品种,PE系列管道主要包括以下几个品种:PE钢带管、PE波纹管、中空壁缠绕管道和HDPE塑钢缠绕管排水管道。其中,PE燃气管道可广泛应用于城乡给水、建筑排水、地源热泵等领域;PE-RT由于优异的耐热性能,近年来被广泛应用于地面辐射采暖系统。而PEX管道尽管耐热性好,但接头质量较差,近年增速放缓;
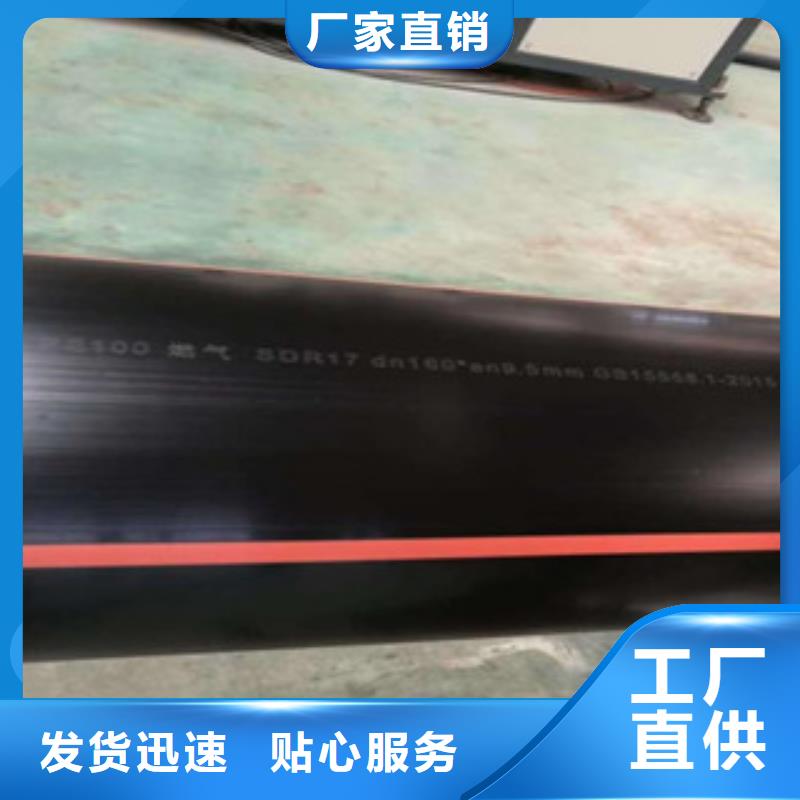
UHWMPE燃气管道具有优异的耐磨和耐腐蚀性能,被广泛用于矿山和工业等领域,本项目主要投资PE燃气管道项目。PE燃气管道作为新兴的一种管道品种,不仅强度高,而且施工简便、接头、抗冲击、柔性好,被作为市政给水管道广泛推广使用,市场增长速度极快。随着天气渐冷,很多客户朋友打来咨询有关PE燃气管在冬天的热熔连接问题,其实冬天和夏天施工,主要的区别就是加热温度的区别。其他的还是按照主要的操作步骤就可以了,一般夏天施工热熔温度在210度左右,冬天施工温度略高一些,因为相对温度较高,所以这点是大家必须懂得的常识。PE燃气管的热熔连接的9个步骤,掌握了一下几点,相,PE燃气管道的热熔连接是不成问题的,PE燃气管热熔连接的主要步骤如下。
材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。:根据所焊制的PE燃气管材、管件选择合适的卡瓦夹具,管材,为切削做好准备。切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。切换:将加热板拿开,迅速让两热融端面相粘并加压,为保证熔融对接质量,切换周期越短越好。熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。冷却:保持对接压力不变。
UHWMPE燃气管道具有优异的耐磨和耐腐蚀性能,被广泛用于矿山和工业等领域,本项目主要投资PE燃气管道项目。PE燃气管道作为新兴的一种管道品种,不仅强度高,而且施工简便、接头、抗冲击、柔性好,被作为市政给水管道广泛推广使用,市场增长速度极快。随着天气渐冷,很多客户朋友打来咨询有关PE燃气管在冬天的热熔连接问题,其实冬天和夏天施工,主要的区别就是加热温度的区别。其他的还是按照主要的操作步骤就可以了,一般夏天施工热熔温度在210度左右,冬天施工温度略高一些,因为相对温度较高,所以这点是大家必须懂得的常识。PE燃气管的热熔连接的9个步骤,掌握了一下几点,相,PE燃气管道的热熔连接是不成问题的,PE燃气管热熔连接的主要步骤如下。
材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。:根据所焊制的PE燃气管材、管件选择合适的卡瓦夹具,管材,为切削做好准备。切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。切换:将加热板拿开,迅速让两热融端面相粘并加压,为保证熔融对接质量,切换周期越短越好。熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。冷却:保持对接压力不变。


在HDPE燃气管道装卸过程中应防止管道撞击或摔跌,尤其应注意对管端保护,如有擦伤应及时与供货方联系,以便妥善处理。当管道直接放在地上时,要求地面平整,不能有石块和容易引起管道损坏的尖利物体,要有防止管道滚动的措施。不同管径的管道堆放时,应把大而重的放下边,轻的放上边,管道两侧用木楔或木板挡住。堆放时注意底层管道的承重能力,变形不得大于5%。HDPE燃气管道 使用温度为40℃,夏季高温季节,应避免日光曝晒,并保持管间的空气流通,以防温度升高。HDPE燃气管存放过程中,应严格做好防水措施,严禁在管道附近有长期明火。
HDPE燃气管道运到现场,可采用目测法,对管道是否有损伤进行检验,并做好记录与验收手续。如发现管道有损伤,应将该管道与其它管道分开,立即通知管道供应商,进行检查,分析原因并做出鉴定,以便及时妥善处理。HDPE燃气管道与其他管道同槽平行敷设时,宜沿槽布置;上下平行敷设时,不得敷设在热水或蒸汽管的上面,且平面位置应错开,不得在堆积易燃易爆材料的场地下面穿越。PE管道应敷设在原状土地基或经开槽后处理回填密实的地基上。当管道在车行道下时,管顶覆土不小于0.7m。
聚乙烯管排水管道工程可同槽施工,但应符合一般排水管道同槽敷设设计、施工的有关规定。HDPE燃气管穿越铁路 高等级道路路堤及构筑物等障碍物时,应设置钢筋混凝土 、钢、铸铁等材料制作的保护套管。套管内径应大于聚乙烯管外径300mm。套管设计应按相应的有关规定。地下水位高于开挖沟槽槽底高度的地区,地下水位应降至槽底 点以下0.5m。管道在安装回填的全部过程中,槽底不得积水、泡槽或受冻。必须在工程已不受地下水影响或满足基础强度和管道抗浮时才可停止降低地下水。降水开槽沟槽支撑和管道交叉处理等技术要求,应按现行 标准《给水排水管道施工及验收规范》GB50268-97及本地区排水管道技术规程中有关规定执行。
进水口尽量设置在待试HDPE燃气管道中 点,排气口设置在待试PE管道中 点。灌水时,同时打开进水阀门和排气阀门。当排气阀门有水流出时,缓慢关闭排气阀。排气阀全关后,关闭进水阀,压力表应尽可能放置在该段管道的 处。以稳定的升压速度将压力提高到要求的压力值,切忌猛然快速升压。PE管在试验压力下,缓慢打开排气阀,观察是否还有残余空气排出,若水是连续、不间断地喷出,则表明待试管道的气体已完全排净,则可关闭排气阀。
PE管道试压时,原则上不带阀门进行试验。但条件不允许须带阀门进行试验时,待试管道中的阀门的工作压力必须大于试验压力。进行水压试验前将待试管道中所有阀门全开,并将阀门的止水螺栓上紧。待试管道末端必需用盲堵板封堵,严禁以阀门闸板充当盲堵板。在进行水压试验前,管道应以一定的间隔覆土,尤其对于蛇行管道,压力试验时,应将管道固定在原位。采用承插胶圈安装的PE管,三通、角弯位部位及钢管部分的直管段必须采用砼支墩进行固定。
HDPE燃气管道运到现场,可采用目测法,对管道是否有损伤进行检验,并做好记录与验收手续。如发现管道有损伤,应将该管道与其它管道分开,立即通知管道供应商,进行检查,分析原因并做出鉴定,以便及时妥善处理。HDPE燃气管道与其他管道同槽平行敷设时,宜沿槽布置;上下平行敷设时,不得敷设在热水或蒸汽管的上面,且平面位置应错开,不得在堆积易燃易爆材料的场地下面穿越。PE管道应敷设在原状土地基或经开槽后处理回填密实的地基上。当管道在车行道下时,管顶覆土不小于0.7m。
聚乙烯管排水管道工程可同槽施工,但应符合一般排水管道同槽敷设设计、施工的有关规定。HDPE燃气管穿越铁路 高等级道路路堤及构筑物等障碍物时,应设置钢筋混凝土 、钢、铸铁等材料制作的保护套管。套管内径应大于聚乙烯管外径300mm。套管设计应按相应的有关规定。地下水位高于开挖沟槽槽底高度的地区,地下水位应降至槽底 点以下0.5m。管道在安装回填的全部过程中,槽底不得积水、泡槽或受冻。必须在工程已不受地下水影响或满足基础强度和管道抗浮时才可停止降低地下水。降水开槽沟槽支撑和管道交叉处理等技术要求,应按现行 标准《给水排水管道施工及验收规范》GB50268-97及本地区排水管道技术规程中有关规定执行。
进水口尽量设置在待试HDPE燃气管道中 点,排气口设置在待试PE管道中 点。灌水时,同时打开进水阀门和排气阀门。当排气阀门有水流出时,缓慢关闭排气阀。排气阀全关后,关闭进水阀,压力表应尽可能放置在该段管道的 处。以稳定的升压速度将压力提高到要求的压力值,切忌猛然快速升压。PE管在试验压力下,缓慢打开排气阀,观察是否还有残余空气排出,若水是连续、不间断地喷出,则表明待试管道的气体已完全排净,则可关闭排气阀。
PE管道试压时,原则上不带阀门进行试验。但条件不允许须带阀门进行试验时,待试管道中的阀门的工作压力必须大于试验压力。进行水压试验前将待试管道中所有阀门全开,并将阀门的止水螺栓上紧。待试管道末端必需用盲堵板封堵,严禁以阀门闸板充当盲堵板。在进行水压试验前,管道应以一定的间隔覆土,尤其对于蛇行管道,压力试验时,应将管道固定在原位。采用承插胶圈安装的PE管,三通、角弯位部位及钢管部分的直管段必须采用砼支墩进行固定。



“追求品质,不忘初心”是润星电力管材有限公司一贯坚持的产品理念。目前,润星电力管材有限公司达成长期战略合作的原料供应工厂,不仅能够保障原材料的供应,更能从源头上确保用料的。从原料进库到产品出厂,各个环节,各个部门都有规范的管理和专人负责,润星电力管材有限公司生产的所有 安徽黄山玻璃钢电力管产品均采用环保材料, 安徽黄山玻璃钢电力管制作工艺均符合欧美标准,关注消费者关注的,我们一直在努力!




