





想要更直观地了解焊管H型钢销售的是诚信产品吗??产品视频,带你走进产品世界
以下是:江苏连云港焊管H型钢销售的是诚信的图文介绍

3、根据管材的直径大小来分,直径小只能一面焊的和技工可以钻进管子里去实施两面焊接的。单面焊接的对焊工提出要求,能做到单面焊接两名成形,通过钢球试验,保证截面积通过能力和焊缝成形均符合设计要求。焊后缓冷,用石棉布等盖上等等措施。
焊工要焊好钢管,除了基本理论,要琢磨操作,管子的焊接过程可能包俯焊、立焊和仰焊几种姿态(管子不能转动情况下),选择好电流的大小要照顾到立焊和仰焊的成形(有些管子不是很大,一次成形,无法中途电流),过程当中控制好电弧的和成形,可以适当摆动,要成形和必要的摆动结合好。
5、为了保证管子的焊接质量,对焊工要培训和,合格上岗。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验的进步,焊缝质量不断,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。通常是根据成型参数来设计螺旋焊管的成型结构,在其成型过程中,还需要考虑到应力状态。
带钢在加工成螺旋管坯后,管壁所产生的应力主要受到带钢成形过程中的成形力大小的影响。根据塑性变形理论可知,当带钢成形时的相对弯曲半径等于100时,塑性变形会得非常明显。在带钢进行弯曲变形的过程中,会有很大一部分转换成热能,因而会导致螺旋焊管温度上升,只有极小部分功会停留在金属中,在金属内部形成残余应力。
焊工要焊好钢管,除了基本理论,要琢磨操作,管子的焊接过程可能包俯焊、立焊和仰焊几种姿态(管子不能转动情况下),选择好电流的大小要照顾到立焊和仰焊的成形(有些管子不是很大,一次成形,无法中途电流),过程当中控制好电弧的和成形,可以适当摆动,要成形和必要的摆动结合好。
5、为了保证管子的焊接质量,对焊工要培训和,合格上岗。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验的进步,焊缝质量不断,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。通常是根据成型参数来设计螺旋焊管的成型结构,在其成型过程中,还需要考虑到应力状态。
带钢在加工成螺旋管坯后,管壁所产生的应力主要受到带钢成形过程中的成形力大小的影响。根据塑性变形理论可知,当带钢成形时的相对弯曲半径等于100时,塑性变形会得非常明显。在带钢进行弯曲变形的过程中,会有很大一部分转换成热能,因而会导致螺旋焊管温度上升,只有极小部分功会停留在金属中,在金属内部形成残余应力。


库存方面:贸易商有意压低库存,市场搬迁也贸易商谨慎进货。商家出货量较少。钢价节节攀升;然季节性需求有限,十月末至今据建筑钢材数据显示,建筑钢材一直涨跌互现,上行动力不足,下行心有不甘,商家心态纠结,而笔者认为,在钢厂挺价明显的情况下,预计短期价格仍维持盘整运行。
进入3月份,钢厂的产销、库存、订单、出口、调价等方面出现的新情况,是时下钢铁流通业的经营者所关心的一大。钢贸商们根据这些新情况,在、商机的同时,研究和年内的经营策略和模式。不同的企业有不同的实际情况,焊管转型升级要从企业实际出发。
为何贸易商手持资源量下降呢,显而易见,手持资源不能有效地质押,而面对连续阴跌的钢价意味着就是资产贬值,因此不是出于正常的销售需求,商家一般都不会有意地增加库存量水平。相反,生产企业库存压力却在增加,许多中厚板生产企业已经设有厂提资源库,直接参与现货销售环节,而在面临资源回款压力时往往跌价幅度要大于经销商群体的价格跌幅。
焊管钢厂长时间处在大幅亏损的局面。而成品材价格走低,下游扎线停产、检修增多;加之当前高炉开工率仍居高不下,市场坯料投放量增加,焊管市场销售压力倍增;同时,出口订单不佳,以上众多利空因素导致坯料价格大幅下行。
目前,钢坯市场暂无明显止跌趋势,市场后市仍看空,但考虑近期商家和下游对坯料逢低开始适量补库,预计下周跌幅收窄,弱势盘整为主。因为行情始终低迷,矿选厂生产积极性严重受挫,本周全国多地有大雨至暴雨天气,局部地区道路交通不畅,商家操作更显不积极。
进入3月份,钢厂的产销、库存、订单、出口、调价等方面出现的新情况,是时下钢铁流通业的经营者所关心的一大。钢贸商们根据这些新情况,在、商机的同时,研究和年内的经营策略和模式。不同的企业有不同的实际情况,焊管转型升级要从企业实际出发。
为何贸易商手持资源量下降呢,显而易见,手持资源不能有效地质押,而面对连续阴跌的钢价意味着就是资产贬值,因此不是出于正常的销售需求,商家一般都不会有意地增加库存量水平。相反,生产企业库存压力却在增加,许多中厚板生产企业已经设有厂提资源库,直接参与现货销售环节,而在面临资源回款压力时往往跌价幅度要大于经销商群体的价格跌幅。
焊管钢厂长时间处在大幅亏损的局面。而成品材价格走低,下游扎线停产、检修增多;加之当前高炉开工率仍居高不下,市场坯料投放量增加,焊管市场销售压力倍增;同时,出口订单不佳,以上众多利空因素导致坯料价格大幅下行。
目前,钢坯市场暂无明显止跌趋势,市场后市仍看空,但考虑近期商家和下游对坯料逢低开始适量补库,预计下周跌幅收窄,弱势盘整为主。因为行情始终低迷,矿选厂生产积极性严重受挫,本周全国多地有大雨至暴雨天气,局部地区道路交通不畅,商家操作更显不积极。



今日早盘国内主导城市京津市场观望较浓,价格以稳为主,至盘中两地成交,商家降价以期成交,带动华北大部分市场价格小幅下跌;华东地区上海市场价格保持,华南广州市场小幅下跌。二三线市场方面多以下跌为主。今日午后各地商家反映降价行情下,成交情况更加不理想,北京在统计14家大户整体出货量1.63万吨,较昨日再度近3000吨;二三线市场协议户成交量多在300吨以内。
今日午后钢坯价格下跌20元,期钢下跌0.99%,今日下跌超过百点,无论现货市场、成本端还是市场均不理想,预计明日国内建材现货市场延续小幅下跌。市场方面,下游需求较差,市场观望情绪弄,采购积极性较低。而因需求偏淡,焊管贸易商拿货意愿也较低。
因此各地市场新到货源较少,仍以去库存操作为主。整体来看,目前终端需求仍不足,没有支撑的市场价格上涨的因素。主要商家报价在昨日基础上继续跟进,但与此同时商家心态也较为纠结,一方面因为主要厂家停限产,货源无法保证,推高却没有足够资源;另一方面厂家跟进较快,焊管空间被不断。
目前本地各家库存低位,部分大户库存也仅为几百吨,且部分规格仍基本断档,对目前的较高价位起了明显支撑作用。此外,因货源相对有限,本周市场报价上扬,目前已高出近100元/吨,因而近期安钢上调的可能性较大,同时市场整体颇显混乱。
今日午后钢坯价格下跌20元,期钢下跌0.99%,今日下跌超过百点,无论现货市场、成本端还是市场均不理想,预计明日国内建材现货市场延续小幅下跌。市场方面,下游需求较差,市场观望情绪弄,采购积极性较低。而因需求偏淡,焊管贸易商拿货意愿也较低。
因此各地市场新到货源较少,仍以去库存操作为主。整体来看,目前终端需求仍不足,没有支撑的市场价格上涨的因素。主要商家报价在昨日基础上继续跟进,但与此同时商家心态也较为纠结,一方面因为主要厂家停限产,货源无法保证,推高却没有足够资源;另一方面厂家跟进较快,焊管空间被不断。
目前本地各家库存低位,部分大户库存也仅为几百吨,且部分规格仍基本断档,对目前的较高价位起了明显支撑作用。此外,因货源相对有限,本周市场报价上扬,目前已高出近100元/吨,因而近期安钢上调的可能性较大,同时市场整体颇显混乱。



晟烨物资(连云港市分公司)主营 花纹板楼。公司坚持以“打造有价值、可优化、不断进步的超专业的服务,悉查客户需求,完善客户期待”的服务理念和“以品质求生存、以创新求发展、以信誉求市场、创新务实、完善自我”的经营理念。
公司在范围内拥有较多的客户群体,高素质专业团队,以现代物流理念,广泛服务于国内外各产业领域。感谢一直以来支持我们的广大客户,我们将以优质的品质,俱佳的经营理念和完善的售后服务,继续为广大客户精诚奉献,与时俱进,和谐共赢!


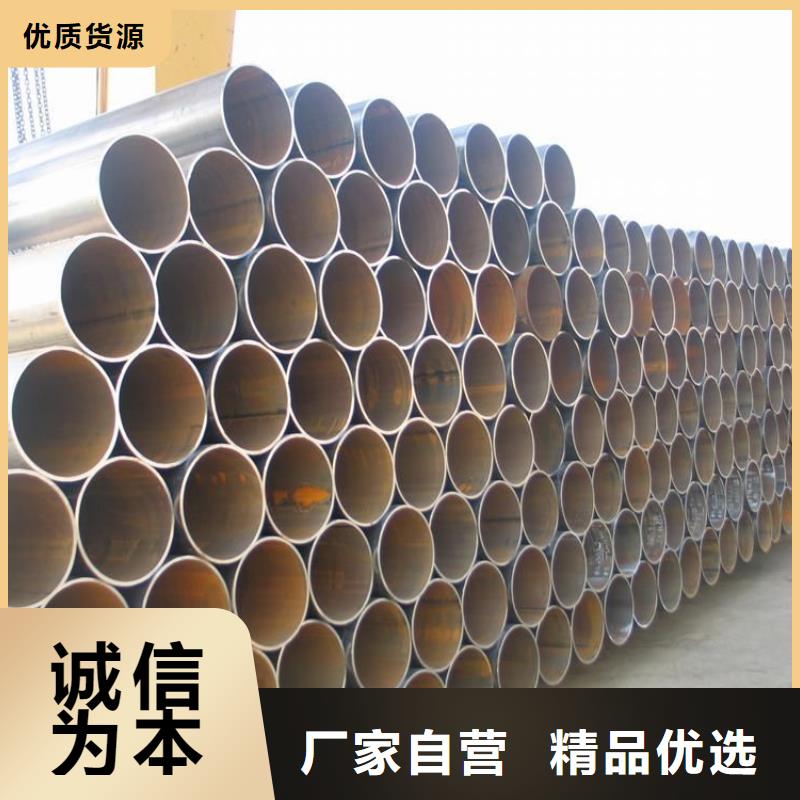
其可分为普能和薄壁、普通用作结构件,如传动轴,或输送流体,薄壁用来生产家具、灯具等,要保证钢管强度和弯曲试验。此外在目前市面上应用比较广泛的还有一种叫做螺旋焊管,该类型产品指的是把低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。
焊管产品不仅类型丰富,而且关于其的加工工艺和成型方法也多式多样。大多数情况下,在成型之后,一道工序都是对焊接后管坯再进行一次全长扩径,以焊接管形质量。也就是说,扩径工艺成为了大口径直缝焊管生产中确保成品管质量的一道重要工序。
所谓扩径,其实是属于一道采用液压或者是机械方法对钢管的内部施加一定作,从而使钢管沿着径向向外扩胀成型的压力加工工艺。机械方式比液压方式,设备简单且效率更高,因而目前在实际应用中更为常见。尤其是在非常的几条大口径直缝焊管制管线扩径工序中被采用。
总的来说,在对焊管产品经扩径加工的过程中,主要可以分为五个阶段。是初步整圆阶段:扇形块打开直到所有扇形块都到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。第二是名义内径阶段:扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。
焊管产品不仅类型丰富,而且关于其的加工工艺和成型方法也多式多样。大多数情况下,在成型之后,一道工序都是对焊接后管坯再进行一次全长扩径,以焊接管形质量。也就是说,扩径工艺成为了大口径直缝焊管生产中确保成品管质量的一道重要工序。
所谓扩径,其实是属于一道采用液压或者是机械方法对钢管的内部施加一定作,从而使钢管沿着径向向外扩胀成型的压力加工工艺。机械方式比液压方式,设备简单且效率更高,因而目前在实际应用中更为常见。尤其是在非常的几条大口径直缝焊管制管线扩径工序中被采用。
总的来说,在对焊管产品经扩径加工的过程中,主要可以分为五个阶段。是初步整圆阶段:扇形块打开直到所有扇形块都到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。第二是名义内径阶段:扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。


