




以下的【PE燃气管dn50电力管保障】视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。几十秒就能了解产品魅力。
以下是:【PE燃气管dn50电力管保障】的图文介绍
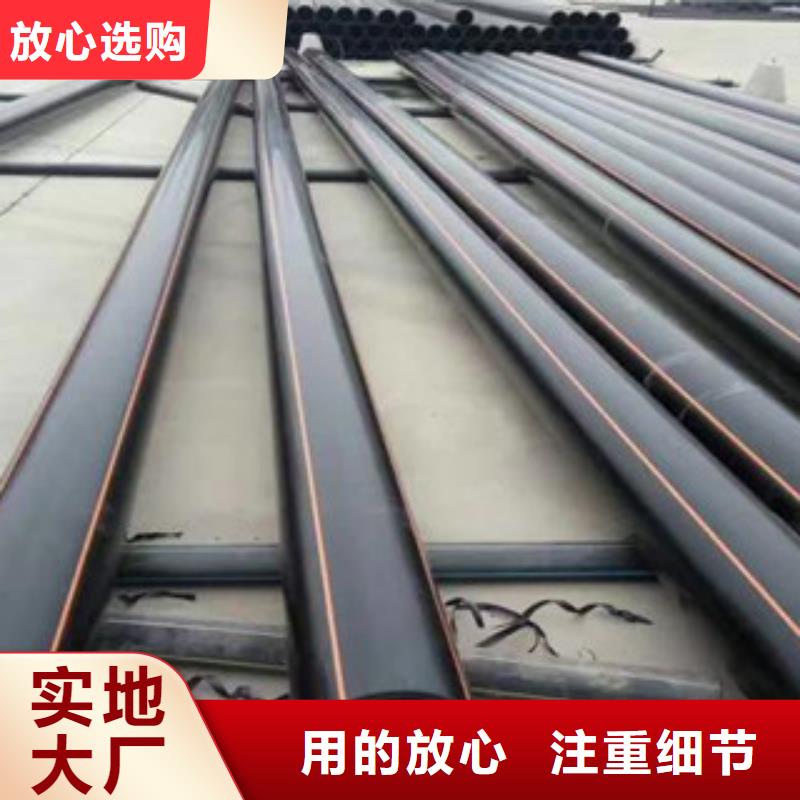
产品特点图

中压钢质燃气管道在安装焊接过中必须经无损探伤等一笔可贵的费用,检测程序也比较复杂;而PE燃气管检测程序、检测方法和手段简单有效,检测费很小。PE燃气管材料和安装费用较钢管具备明显优势,PE燃气管的综合经济性能是远远优于钢管的。PE燃气管材、管件的质量问题一般是由于在运输、施工的过程中的不规范操作而引起的,质量问题产生的原因。PE燃气管直管段焊接及非开挖回拖过程中未使用滚轮支架,开挖下沟后的PE燃气管道未按规定及时回填,长时间被建筑垃圾、雨水等覆盖浸泡,PE燃气管材、管件本身质量未达到要求或使用过期的管材、管件。PE燃气管热熔焊接接口质量问题。PE燃气管热熔焊接焊口中较多出现的有卷边不对称、错边量过大、焊缝表面有气泡凹陷和麻点等质量问题。
为节约设备成本,使用半自动焊机且未按规定焊接参数施焊,如PE燃气管焊机拖动压力过大、冷却时间过短。由于不同生产厂家的PE燃气管材性能(如热稳定性)不同,热熔焊机的参数设置未与管材特性一致。使用不相匹配的PE燃气管材进行焊接,如PE80与PE100的材料对接焊。PE燃气管施工人员为赶工期,在潮湿等恶劣天气条件下施工。PE燃气管焊接时未使用规定的热熔夹具及滚轮支架,对口质量不符合要求。PE燃气管焊机操作人员未经专业培训无证上岗。PE燃气管电熔连接焊口质量问题。PE燃气管电熔连接质量问题主要是“假焊”。PE燃气管电熔套筒管件连接两端PE燃气管时未使用专用固定夹具使两PE燃气管接口保持“同心”,强行拼装造成接口间隙不均匀。
接口熔接面积减少。PE燃气管电熔套筒管件与PE燃气管材不属同一生产厂家,管材与器件存在兼容问题。未实施刮除氧化层作业或刮除不均匀,致使PE燃气管端口部分产生不圆度,致使接口配合间隙不均匀,产生虚焊。在PE燃气管融合过程和冷却时间内移动连接件。为赶时间,PE燃气管冷却过程未在自然状态下进行,淋水或强制风冷。PE燃气管材插入电熔管件长度不足,可能造成脱焊。PE燃气管道回填未按规定敷设警示带,沟槽深度未达标。未按规定使用黄沙、细土回填PE燃气管道,覆有石块或尖锐物的受压管道极易在接口处产生漏气,严重威胁今后管线的运行。PE燃气管道施工间断后未对管道口进行封堵或者在施工回填过程中带水覆土,这可能造成管道内遗留大量杂质和雨水。
影响管线日后畅通运行。为切实有效提高燃气PE燃气管道施工质量,本人认真学习了PE燃气管道施工专业理论知识,同时结合近些年在燃气施工企业的实际工作经验,提出了几点方法措施。贯彻执行PE燃气管施工质量“三检”制度。严格执行质量“三检”是控制施工质量的有效方法之一,PE燃气管施工作业人员在每道工序完成后需进行自检、互检,自检、互检通过后应由项目专职质量员进行专项质检,检查方式可采用目测和专用工具检测,必要时也可采取如切割焊接区等破坏性质量检验手段,在开展“三检”过程中应以专检为主,自、互检为辅。推行PE燃气管工程精细化管理。的质量管理学家休哈特曾说过:“产品不是检验出来的,而是生产出来的”。确实,要从根本上PE燃气管施工质量。
为节约设备成本,使用半自动焊机且未按规定焊接参数施焊,如PE燃气管焊机拖动压力过大、冷却时间过短。由于不同生产厂家的PE燃气管材性能(如热稳定性)不同,热熔焊机的参数设置未与管材特性一致。使用不相匹配的PE燃气管材进行焊接,如PE80与PE100的材料对接焊。PE燃气管施工人员为赶工期,在潮湿等恶劣天气条件下施工。PE燃气管焊接时未使用规定的热熔夹具及滚轮支架,对口质量不符合要求。PE燃气管焊机操作人员未经专业培训无证上岗。PE燃气管电熔连接焊口质量问题。PE燃气管电熔连接质量问题主要是“假焊”。PE燃气管电熔套筒管件连接两端PE燃气管时未使用专用固定夹具使两PE燃气管接口保持“同心”,强行拼装造成接口间隙不均匀。
接口熔接面积减少。PE燃气管电熔套筒管件与PE燃气管材不属同一生产厂家,管材与器件存在兼容问题。未实施刮除氧化层作业或刮除不均匀,致使PE燃气管端口部分产生不圆度,致使接口配合间隙不均匀,产生虚焊。在PE燃气管融合过程和冷却时间内移动连接件。为赶时间,PE燃气管冷却过程未在自然状态下进行,淋水或强制风冷。PE燃气管材插入电熔管件长度不足,可能造成脱焊。PE燃气管道回填未按规定敷设警示带,沟槽深度未达标。未按规定使用黄沙、细土回填PE燃气管道,覆有石块或尖锐物的受压管道极易在接口处产生漏气,严重威胁今后管线的运行。PE燃气管道施工间断后未对管道口进行封堵或者在施工回填过程中带水覆土,这可能造成管道内遗留大量杂质和雨水。
影响管线日后畅通运行。为切实有效提高燃气PE燃气管道施工质量,本人认真学习了PE燃气管道施工专业理论知识,同时结合近些年在燃气施工企业的实际工作经验,提出了几点方法措施。贯彻执行PE燃气管施工质量“三检”制度。严格执行质量“三检”是控制施工质量的有效方法之一,PE燃气管施工作业人员在每道工序完成后需进行自检、互检,自检、互检通过后应由项目专职质量员进行专项质检,检查方式可采用目测和专用工具检测,必要时也可采取如切割焊接区等破坏性质量检验手段,在开展“三检”过程中应以专检为主,自、互检为辅。推行PE燃气管工程精细化管理。的质量管理学家休哈特曾说过:“产品不是检验出来的,而是生产出来的”。确实,要从根本上PE燃气管施工质量。

适用范围


润星电力管材有限公司服务与承诺:
服务三保:保证质量、保证时间、保证数量。
服务宗旨:雄厚的实力、 齐全的 江苏南通玻璃钢电力管产品、低廉的价格、 优质的服务来答谢新老顾客的信赖。
经营原则:顾客至上、质量优良、 江苏南通玻璃钢电力管品种齐全、 江苏南通玻璃钢电力管价格合理。



为什么选择我们

PE管的法兰连接,将相同压力等级的活套钢法兰片套在管道上,塑料法兰头和管材的连接可采用电熔连接和热熔连接。连接管材长度应,当紧固螺栓时,不应使管道产生轴向拉力,校直两对应的连接件,使连接的两片钢法兰片垂直于管道轴线,表面相互平行。PE管道接口处密封圈,采用耐热、、耐老化的弹性垫圈,应使用相同规格的螺栓,安装方向一致。螺栓应对称紧固,紧固好的螺栓应露出螺母之外,宜齐平,法兰连接部位应设置支、吊架。
PE管钢塑转换连接。产品品种:丝扣式和焊接式。产品特点:塑料端采用优质进口PE原料生产,钢管端选用符合国标要求的材料,采用喷塑防腐处理,以确保与PE管道达到相同使用寿命。PE端采用电熔式热熔对接连接,钢管段与钢管采用焊接,焊接时应注意采取降温处理。丝扣连接:与相同规格的内丝或外丝连接。
PE燃气管电熔连接:管材或管件的连接部位插入內埋电阻丝的专用电熔管件内,通电加热,使连接部位熔融,连接成一体的连接方式。适用于32-315管材连接。电熔连接中需要焊机输出电压稳定,符合连接要求,管件与PE燃气管连接操作规范,焊机与电熔管件的连接要正确。
测量并用记号笔在管材上标插入管件的深度或焊接区域(如鞍型管件)注意管材端面垂直于轴线截开。PE管焊接前必须将焊接区的氧化层完全,管材与管件的焊接表面必须 干净 干燥 无油污。将管材焊接端插入接口至管件的限住肩或主管材上的标记深度,管件必须在无应力条件下与管材安装在一起,将焊机插头接入管件插孔,准确输入管件上标定的焊接时间和冷却时间。或直接扫描条形码输入焊接参数。准备工作就绪后,按确认键,焊机会再次显示焊接参数,完全确认后,再按启动键开始焊接,焊接结束后会自动报警提示,焊接程序结束。
由于各个场地条件的不同,会导致移动夹具(包括拖动PE 管) 的摩擦阻力各不相同。在实际施工中应考虑这个摩擦阻力,它与工艺参数压力(说明书中规定的压力) 叠加在一起得到实际使用压力。管材在夹具中夹好后,慢慢移动夹具,此时测得的力为拖拉力,可由压力表读出,做好记录。正常情况下预热时间约为20 分钟,加热板温度达到设定值后,放入机架,施加压力Pa1 (即拖拉力和说明书中规定的压力之和) ,直到两边小卷边达到规定宽度时压力减小到规定值Pa2 (使管端面与加热板之间刚好保持接触) ,进行吸热,见图3。吸热时间满足后,退开活动架,迅速取出加热板,然后合拢两管端。切换时间(tu) 应尽可能短,不能超过规定值。冷却到规定的时间后,卸压,松开卡瓦,取出连接完成的管材,用笔在焊口处标明编号和焊工标记,准备下一接口的焊接。如图4 为焊接完成后的效果图。
PE管钢塑转换连接。产品品种:丝扣式和焊接式。产品特点:塑料端采用优质进口PE原料生产,钢管端选用符合国标要求的材料,采用喷塑防腐处理,以确保与PE管道达到相同使用寿命。PE端采用电熔式热熔对接连接,钢管段与钢管采用焊接,焊接时应注意采取降温处理。丝扣连接:与相同规格的内丝或外丝连接。
PE燃气管电熔连接:管材或管件的连接部位插入內埋电阻丝的专用电熔管件内,通电加热,使连接部位熔融,连接成一体的连接方式。适用于32-315管材连接。电熔连接中需要焊机输出电压稳定,符合连接要求,管件与PE燃气管连接操作规范,焊机与电熔管件的连接要正确。
测量并用记号笔在管材上标插入管件的深度或焊接区域(如鞍型管件)注意管材端面垂直于轴线截开。PE管焊接前必须将焊接区的氧化层完全,管材与管件的焊接表面必须 干净 干燥 无油污。将管材焊接端插入接口至管件的限住肩或主管材上的标记深度,管件必须在无应力条件下与管材安装在一起,将焊机插头接入管件插孔,准确输入管件上标定的焊接时间和冷却时间。或直接扫描条形码输入焊接参数。准备工作就绪后,按确认键,焊机会再次显示焊接参数,完全确认后,再按启动键开始焊接,焊接结束后会自动报警提示,焊接程序结束。
由于各个场地条件的不同,会导致移动夹具(包括拖动PE 管) 的摩擦阻力各不相同。在实际施工中应考虑这个摩擦阻力,它与工艺参数压力(说明书中规定的压力) 叠加在一起得到实际使用压力。管材在夹具中夹好后,慢慢移动夹具,此时测得的力为拖拉力,可由压力表读出,做好记录。正常情况下预热时间约为20 分钟,加热板温度达到设定值后,放入机架,施加压力Pa1 (即拖拉力和说明书中规定的压力之和) ,直到两边小卷边达到规定宽度时压力减小到规定值Pa2 (使管端面与加热板之间刚好保持接触) ,进行吸热,见图3。吸热时间满足后,退开活动架,迅速取出加热板,然后合拢两管端。切换时间(tu) 应尽可能短,不能超过规定值。冷却到规定的时间后,卸压,松开卡瓦,取出连接完成的管材,用笔在焊口处标明编号和焊工标记,准备下一接口的焊接。如图4 为焊接完成后的效果图。
