



文字或许能描绘无缝钢管异型管现货选择大厂家省事省心产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!
以下是:辽宁大连无缝钢管异型管现货选择大厂家省事省心的图文介绍

天祥钢管(大连市分公司)基本对 热镀锌方管产品质量的高度自信,打破国内通行的销售及售后服务模式,率先采取统一定价的市场销售政策,改变国内 热镀锌方管行业常见的不透明价格体系,杜绝产品销售中的暗箱操作空间,完全依靠客户口碑及产品高性价比特性进行市场竞争;同时,公司在行业内率先承诺: 热镀锌方管产品实行售后30日内无理由退货!只要不满意,就可以退货,完全杜绝客户顾虑!


2013年7月中旬,参加精密无缝管中国钢铁工业协会生产经营旬报统计的147家重点统计钢铁企业(按集团口径为82家重点统计钢铁企业),共生产粗钢1718.45万吨、生铁1675.54万吨、钢材1695.86万吨、焦炭360.06万吨。日产量及比上一旬增减情况分别为:粗钢171.84万吨、增产2.37万吨增幅1.40%,生铁167.55万吨、增产2.59万吨增幅1.57%,钢材169.59万吨、增产6.09万吨增幅3.72%,焦炭36.01万吨、增产0.04万吨增幅0.11%。精密无缝管
据此估算,本旬全国共生产粗钢2130.32万吨、生铁1934.54万吨、钢材3014.62万吨、焦炭1380.55万吨。日均产量分别为精密无缝管粗钢213.03万吨、生铁193.45万吨、钢材301.46万吨、焦炭138.05万吨;本月全国累计日产分别为粗钢208.69万吨、生铁191.85万吨、钢材298.21万吨、焦炭138.08万吨。截止本旬,本年全国累计生产粗钢43160.93万吨、生铁39590.87万吨、钢材57660.58万吨、焦炭26420.05万吨;累计平均日产粗钢214.73万吨、生铁196.97万吨、钢材286.87万吨、焦炭131.44万吨。精密无缝管



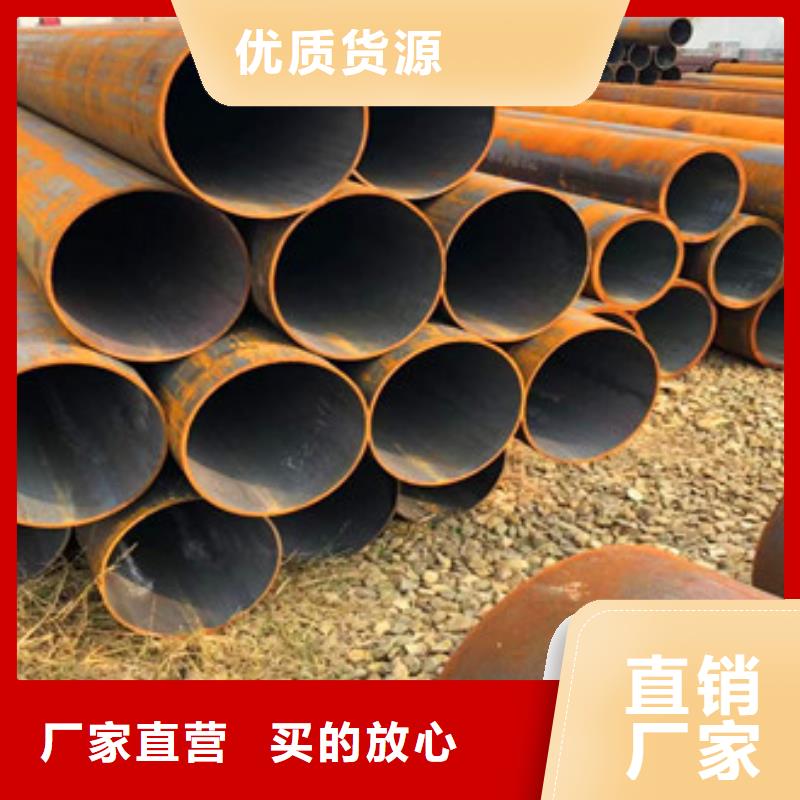
钢管分为 无缝钢管和焊接钢管。无缝钢管生 产过程是将实心管坯或钢锭穿成空 心的毛管,然后再将其轧制成所要 求尺寸的钢管。采用的穿孔和轧管 方法不同,就构成了生产无缝钢管 的不同方法。焊接钢管生产过程是 将管坯(钢板或带钢)弯曲成管状, 再把缝隙焊接起来成为钢管。因采 用的成型和焊接方法不同,就构成了生产焊接钢管的不同方法。
无缝钢管主要用热轧法生产。 挤压法主要用于生产难穿孔的低塑 性高合金钢管或异型钢管和复合金 属管。冷轧和冷拔法可将热轧管继 续加工成小直径和薄壁的钢管。焊接钢管工艺过程简单、生产 效率高、成本低、产品品种日益扩 大。无缝钢管和焊接钢管主要生产 方法见表1、2。
表1 无缝钢管和焊接钢管生产方法
| 生产方法 | 基 本 工 序 | ||
| 穿 孔 | 轧管 | ||
| 热 轧 法 | 在自动轧管机组上 轧制 | 圆管坯在二辊式穿孔机 上穿孔 | 在带回送辊的二辊式轧 管机上带短顶头轧制 |
| 在周期轧管机组上 轧制 | 圆钢锭或管坯在二辊式 穿孔机上穿孔; 方形或多角形钢锭在水 压机上穿孔 | 在带变断面孔型的周期 轧管机上带长芯棒轧制 | |
| 在连续式轧管机组 上轧制 | 圆管坯在三辊或二辊式 穿孔机上穿孔; 连铸方坯或方钢锭在二 辊式压力穿孔机上穿孔 | 在7~9架连轧管机上长 芯棒轧制; 附带张力减径机 | |
| 在三辊轧管机组上 轧制 | 圆管坯在二辊式穿孔机 上穿孔; 连铸坯在三辊式穿孔机 上穿孔 | 在三辊式斜轧机上带长 芯棒轧制 | |
| 在延伸轧管机组上 轧制 | 在二辊式穿孔机上穿孔 | 在带圆盘形拉力导辊的 二辊斜轧机上带长芯棒 轧制 | |
| 在行星式轧管机组 上轧制 | 采用铸造空心管坯 | 在行星式轧管机上轧制 | |
表2
| 生产方法 | 基 本 工 序 | ||
| 穿 孔 | 轧管 | ||
| 顶管法 | 在水压机上冲成杯形毛 管 | 在顶管机上顶制 | |
| 挤压法 | 管坯加热后在挤压机上 挤压成型 | 可继续轧制或拔制 | |
| 冷轧法 | 用热轧管料在冷轧管机 上轧制 | ||
| 冷拔法 | 用热轧或冷轧管料在冷 拔机上拔制 | ||
| 炉 焊 | 链式炉焊 | 加热的管坯通过焊管模 成型 | 成型同时焊接 |
| 连续炉焊 | 加热的管坯在辊式成型 焊接机上弯曲成型 | 成型同时焊接 | |
| 电 焊 | 电阻焊 | 在辊式成型机上连续弯 曲成型 | 在电阻焊管机上焊接 |
| 电弧焊 | 在压力机上压制成型或 在辊式弯曲机上卷曲成 型(直缝),在成型机上连 续弯曲成型(螺旋缝) | 在埋弧自动焊管机上焊 接 | |
| 电感焊 | 在辊式成型机上连续弯 曲成型 | 在电感焊管机上焊接 | |

