



联系我们

您也许对辽宁本地以下产品新闻也感兴趣
当前位置:
天津 国耀宏业钢铁有限公司 >辽宁本地行业热点
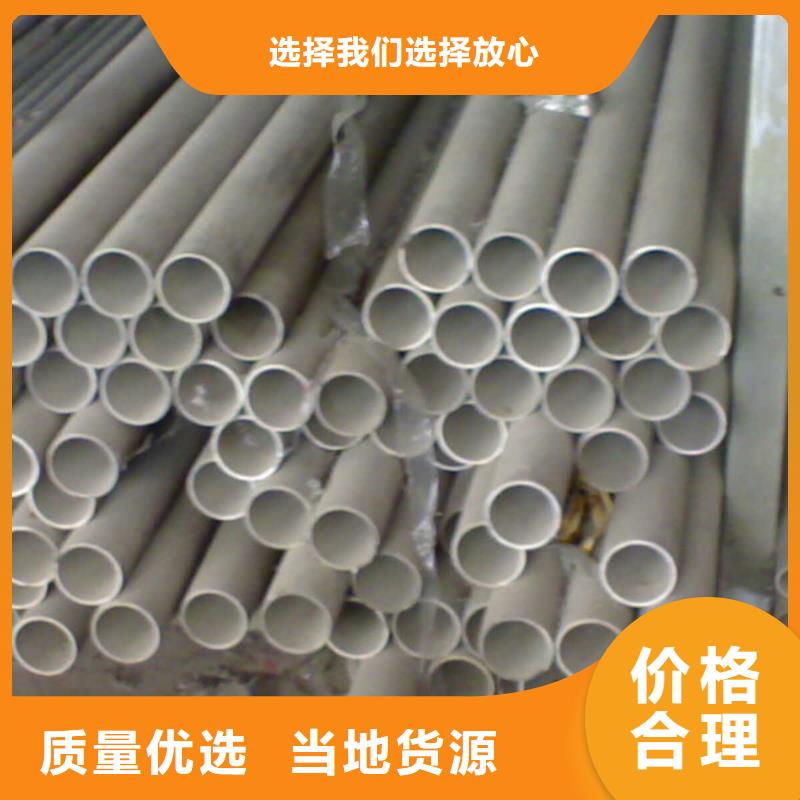
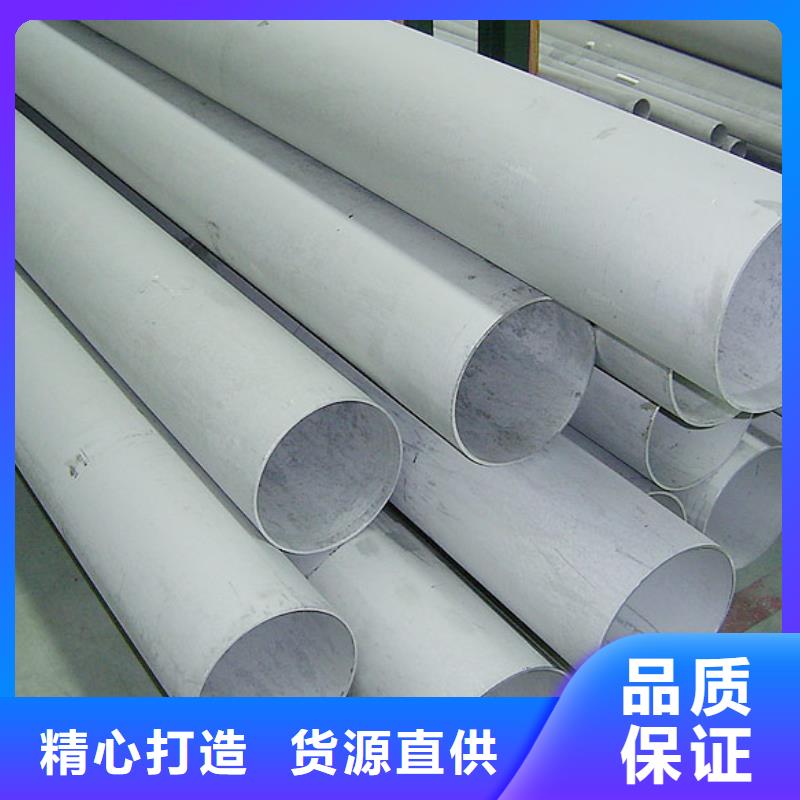
不锈钢管,镀锌钢板分类和特点
更新时间:2025-01-23 07:59:14 浏览次数:29 公司名称:天津 国耀宏业钢铁有限公司
以下是:不锈钢管,镀锌钢板分类和特点的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 运费说明 | 电议 |
| 材质 | 201、304、316 |
| 规格 | 齐全 |
| 品牌 | 齐全 |
| 计量单位 | 吨 |
| 单价 | 电议 |
| 最小起订量 | 一支 |
| 发货期限 | 一天 |
| 供货总量 | 5000 |
| 包装要求 | 根据客户要求 |
| 可定制 | 是 |
以下是:不锈钢管,镀锌钢板分类和特点的图文视频




不锈钢管,镀锌钢板分类和特点_国耀宏业钢铁有限公司,固定电话:18802262066,移动电话:022-87932066,联系人:刘国耀,QQ:806424688,天津经济开发区国耀宏业钢铁发货到辽宁省 沈阳市、大连市、鞍山市、抚顺市、本溪市、丹东市、锦州市、营口市、阜新市、辽阳市、盘锦市、铁岭市、朝阳市、葫芦岛市 发货到 辽宁省。 辽宁省 2022年,辽宁省实现地区生产总值28975.1亿元,按可比价格计算,比上年增长2.1%。
不锈钢管,镀锌钢板分类和特点视频已经精心制作完成,它将以全新的方式展现产品的独特魅力,让您为之倾倒。
以下是:不锈钢管,镀锌钢板分类和特点的图文介绍

多层焊时,每焊完一层要焊渣,层间温度应低于60℃与腐蚀介质的焊缝,为防止由于重复加热而降低耐腐蚀性,应焊接。焊后可采取强制冷却措施,加速接头冷却。焊接开始时,不要在焊件上随便引弧,以免损伤焊件表面,影响耐腐蚀性。
常用方法是采用手弧焊封底,并用纯铜板垫、 垫和焊剂垫等。(三)18-8奥氏体不锈钢管的钨极氩弧焊工艺:18-8奥氏体不锈钢管的钨极氩弧焊适宜于厚度不超过8mm的板结构,适宜于厚度在3mm以下的薄板、直径在60mm以下的管子以及厚件的打底焊。
(四)18-8奥氏体不锈钢管的熔化极氩弧焊工艺:18-8奥氏体不锈钢管采用熔化极氩弧焊时,若使用纯作为保护气体会引起一系列困难,正确的焊接做法是采用氧化性混合气体作保护气体,即在纯中加入少量氧气或CO2气体。
钨极氩弧焊电弧的热功率低,所以焊接速度较慢,约为手弧焊速度的1/2~1/3。因此,焊接接头冷却过程中在危险温度区停留的时间长,耐腐蚀性能较差。焊接厚板时以射流过渡焊接,保护气体的质量分数为Ar98%+O22%。


15锰氮钢是属于屈服强度为45公斤/毫米2等级的低合金高强度钢。它的化学成分为碳0.12~0.2%、锰1.3~1.7%、硅0.2~0.5%、0.16~0.25%、氮0.014~0.022%等。这种厚壁钢管不仅强度高,而且综合性能也较好,在铁路车辆、桥梁上应用较多。
15锰氨钢的薄板为热轧状态,中厚板多为正火状态。经过气割、电弧气刨、火焰矫正、刨边及卷圆等冷热加工,均未曾发现有不良影响。焊接时,热影响区的淬硬倾向不大,但接头的过热区有脆化现象,所以必须严格控制焊接电流和焊接速度,以免热影响区产生裂缝或冲击韧性降低。
15锰氮厚壁钢管焊接的工艺要点如下;(1)焊条选用通常可用结606、结607、结556及结557等焊条。焊条使用前需经400~420℃、2小时烘干,随用随取。(2)焊前一般不必进行预热,但当厚壁钢管的厚度大于30毫米、施焊处刚性大以及气温低于-10℃时,焊前应预热100-150℃。
(3)严格按照焊条说明书上的焊接电流进行施焊。通常在直径4毫米的焊条时,采用电流为140-180安;在直径5毫米时为180-220安。而且运条速度要适中,不可过快、过慢。(4)操作时尽可能采用多层焊或多层、多道焊。每焊完一层,应立即锤击焊缝,以应力。
叙述了奥地利Linz的-Voest-AlpineAG不锈钢管厂等离子炉设计的现状和计划品种所规定的操作规程。所提供的数据德国Freital特殊材质不锈钢管厂的两台已投产的等离子炉,在Frcital特殊钢厂别进行了和Linz电炉钢厂要求相符合的冶炼顺序。
15锰氨钢的薄板为热轧状态,中厚板多为正火状态。经过气割、电弧气刨、火焰矫正、刨边及卷圆等冷热加工,均未曾发现有不良影响。焊接时,热影响区的淬硬倾向不大,但接头的过热区有脆化现象,所以必须严格控制焊接电流和焊接速度,以免热影响区产生裂缝或冲击韧性降低。
15锰氮厚壁钢管焊接的工艺要点如下;(1)焊条选用通常可用结606、结607、结556及结557等焊条。焊条使用前需经400~420℃、2小时烘干,随用随取。(2)焊前一般不必进行预热,但当厚壁钢管的厚度大于30毫米、施焊处刚性大以及气温低于-10℃时,焊前应预热100-150℃。
(3)严格按照焊条说明书上的焊接电流进行施焊。通常在直径4毫米的焊条时,采用电流为140-180安;在直径5毫米时为180-220安。而且运条速度要适中,不可过快、过慢。(4)操作时尽可能采用多层焊或多层、多道焊。每焊完一层,应立即锤击焊缝,以应力。
叙述了奥地利Linz的-Voest-AlpineAG不锈钢管厂等离子炉设计的现状和计划品种所规定的操作规程。所提供的数据德国Freital特殊材质不锈钢管厂的两台已投产的等离子炉,在Frcital特殊钢厂别进行了和Linz电炉钢厂要求相符合的冶炼顺序。



国耀宏业钢铁有限公司以先进的生产设备,齐全的检测手段,雄厚的技术力量,科学的管理方法,生产高质量的 辽宁工字钢产品。生产的各种系列 辽宁工字钢产品通过有关检测机构的检测。
公司由一批在 辽宁工字钢行业从业十几年的工程师、技术人员、生产员工、质量检测的技术队伍组成,并有一支高素质、富含经验的行业管理和销售团队。


选购不锈钢管,镀锌钢板分类和特点来辽宁省找国耀宏业钢铁有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:刘国耀-18802262066,{QQ:806424688},地址:[经济开发区国耀宏业钢铁]。