以下是:江西省上饶市304不锈钢板 优惠报价可定制的产品参数
以下是:江西省上饶市304不锈钢板 优惠报价可定制的图文视频
【博鑫轩】业务覆盖多元场景,提供以下产品和服务:
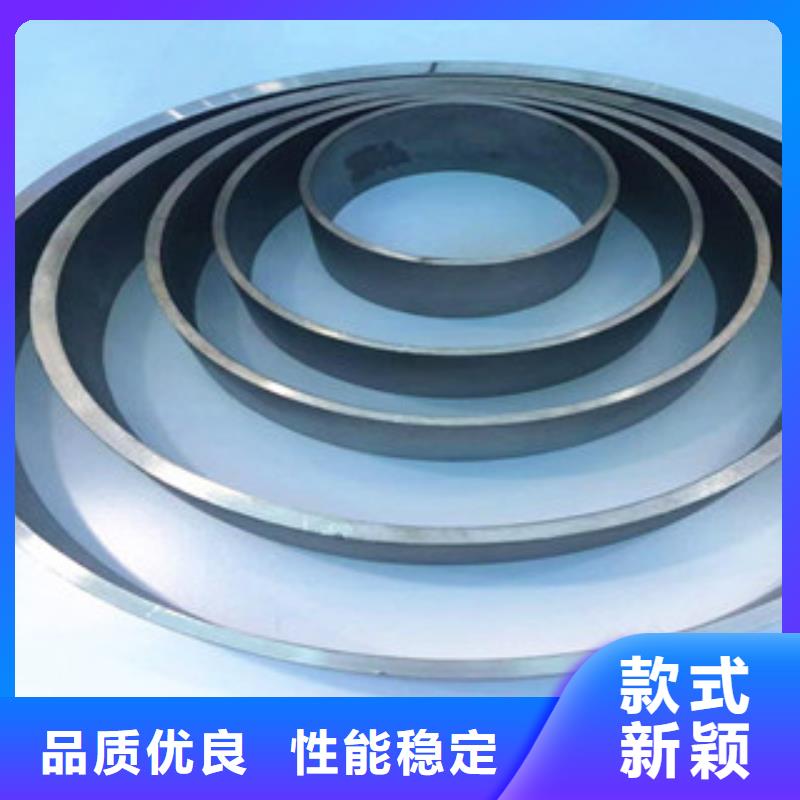
玉山不锈钢无缝管、
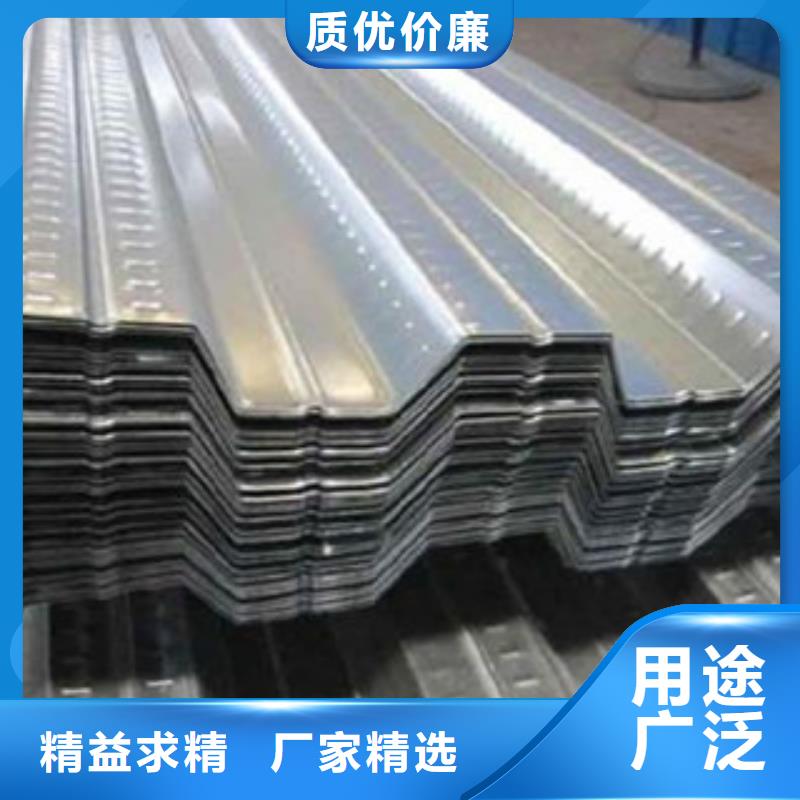
铅山不锈钢瓦楞板、
南昌不锈钢无缝管、
萍乡不锈钢换热管、
抚州方管等。在江西省上饶市本地采买
304不锈钢板 优惠报价可定制到
博鑫轩金属制品(上饶市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:
刘先生-【18552715028】。 江西省,上饶市 上饶市传说以“上乘富饶”得名。古为吴地,东汉建安十五年(210年),设鄱阳郡。唐代至清代,今上饶市境长期分属饶州、信州(元代更名广信);婺源县属徽州。1949年,设上饶专区。2000年,改称上饶市。上饶市是道教的发祥地之一;是朱熹、詹天佑、方志敏的故乡,辛弃疾也曾长期在此居住。上饶市有优良的革命传统,曾建立赣东北革命根据地。上饶市旅游资源丰富,有三清山风景名胜区、龟峰风景名胜区、江湾景区3处AAAAA级景区;有三清山、中国丹霞、武夷山3处世界遗产。上饶市婺源县被评为全域旅游示范区。
不要满足于简单的文字描述,点击我们的304不锈钢板 优惠报价可定制产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
以下是:江西上饶304不锈钢板 优惠报价可定制的图文介绍

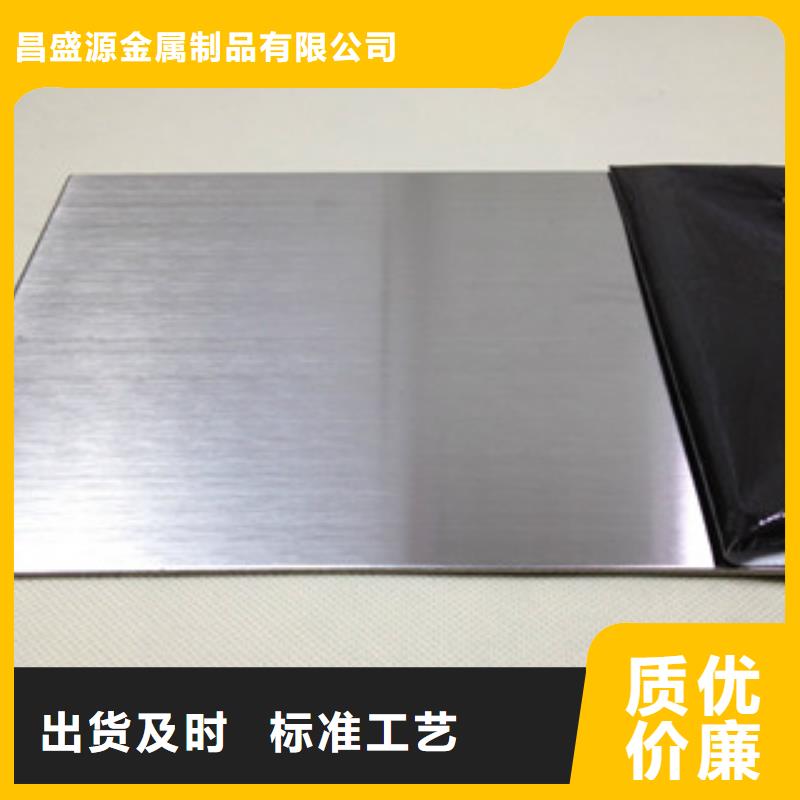
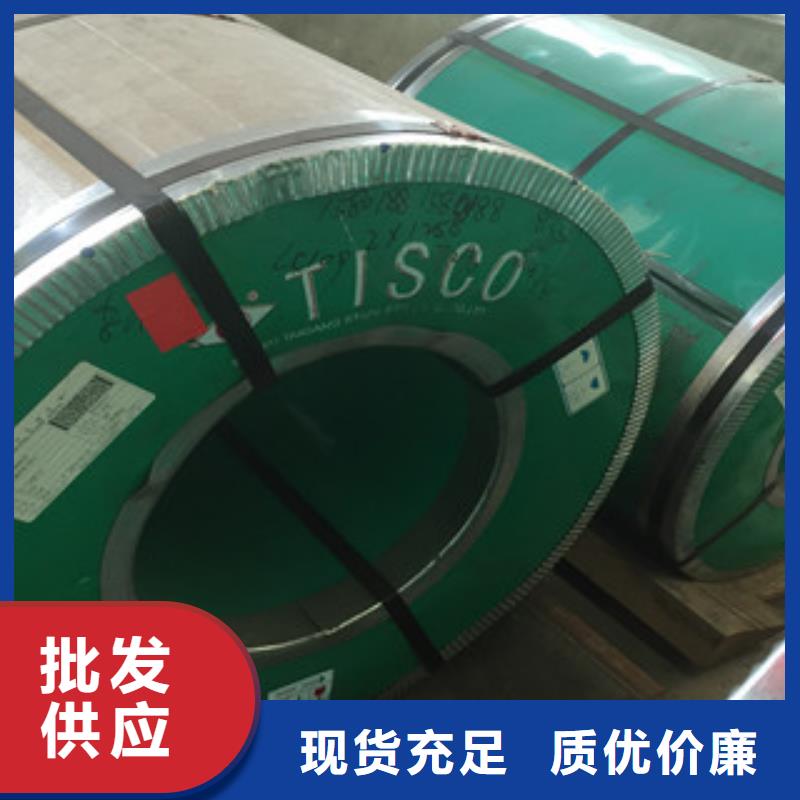
全国304不锈钢板价格稳中有些上涨,单个小幅松动运转。据悉,商家出货体现通常,市场成交较昨根本相等;思考坯料回落,牵动商家心思预期价位,或将进行一轮收购,然长期暴跌暴升态势,致大都商家心思动摇较大。 不锈钢产品已经进入成千上万个家庭的生活。我们的生活离不开不锈钢产品,但是很多时候我们不知道我们使用的产品。那么接下来就让我们不锈钢板价格来给您介绍一下304不锈钢的特点。油磨拉丝304系列不锈钢经过油磨后具有的装饰效果,广泛应用于电梯,家电等装饰板。 一次打磨后,冷轧304系列不锈钢一般可以取得良好的效果。目前市场上有一些加工中心可以提供热轧不锈钢的油基结霜,效果可与冷轧油厂相媲美。油性拉伸也分为长丝和短丝。电梯装饰一般采用灯丝,各种小家电,厨具等线路都有选择。 拉丝市场上常见的长丝和短丝,经过316不锈钢板等不锈钢加工后的表面,显示出良好的装饰效果,可以满足一般装饰材料的要求。一般来说,304系列不锈钢在单次擦洗后可以形成良好的效果。由于这种加工设备成本低,操作简单,加工成本低,并且被广泛使用,因此它成为加工中心的必要设备。


通常情况下,激光焊接主要分为热导焊与深熔焊两类。焊接变形产生的危害及影响焊接变形的主要因素影响焊接变形的主要因素有焊接电流、脉宽及遥。由此可见,加强对焊接变形的有效控制势在必行。其能够利用较少的试验获取有效的结果,并推断出实施方案。 如对于厚度为0.5mm的不锈钢板,电流可以控制在80~96I/A之间;为2~5f/Hz之间等。正交表的选择通常情况下,试验因素水平数应与正交表中的水平数相一致,因素个数应小于正交表中的列数,合理设计正交表能够为后续研究工作提供相应支持和帮助。 试验结果极差分析通过对厚度为0.5mm不锈钢板试验结果来看,每列极差均不相等,证明各要素不同水平具有特殊性,产生的影响也不尽相同,对激光焊接变形影响依次为电流、脉宽及,综合各项因素,激光焊接工艺参。 以上就是为大家讲解的不锈钢板的激光焊接存在变形的问题,总的来说激光焊接工艺作为一种有效焊接,在焊接质量等方面发挥着积极作用。但是,受到激光电流等因素的影响,不锈钢板激光焊接存在变形等问题。想要了解更多关于不锈钢板的相关信息可以我们。



借助于控制C,N等级水平,脆化温度在-50℃到-100℃范围内进行改善时,有可能将其用于与冷冻相关的工程。近年来,已将SUS430LX(18Cr-Ti,Nb-LC)和SUS436L(18Cr-Mo-Ti,Nb-LC)等应用于冷冻器具的壳体。铁素体不锈钢因为是体心立方结构,当材料性能呈现出变弱时,尖锐的裂纹会迅速地扩展而造成脆性破坏。 不锈钢因为是面心立方结构而不会产生脆性破坏。投入不锈钢SUS304L(18Cr-9Ni-LC)和SUS316L(18Cr-12Ni-2Mo-LC)等显示出在低温状态下仍具有优越的冲击特性。需要注意的是:析出铁素体或因加工而引起马氏体的析出,还有因敏化引起碳化物或相等异相析出而引起的脆化的倾向。 不锈钢板就是指通过空气、水蒸气、弱酸,弱腐蚀的介质,经过酸、碱、盐等化学物质浸泡以后的钢材。所以不锈钢又被称之为不锈耐酸钢。只要是腐蚀能力比较强的地方,都可以实用不锈钢来代替的器材。那么不锈钢板进行折弯时其特点是什么呢。 由于不锈钢本身屈服点高,硬度高,冷作硬化效应显著,不锈钢板进行折弯时其特点如下:1:因导热性比普通低碳钢差,延伸率低,导致所需变形力大;2:321不锈钢板料在折弯时与碳钢相比有强烈的回弹倾向;3:不锈钢板相对。

博鑫轩金属制品(上饶市分公司)是一家专业(江西上饶) 本地 不锈钢工字钢生产厂家的生产制造、销售、物流,国际贸易为一体的综合企业。公司可定做各种(江西上饶) 本地 不锈钢工字钢生产厂家。常备库存充足,公司目前拥有二十余条国内先进(江西上饶) 本地 不锈钢工字钢生产厂家生产线,生产工艺先进,技术力量雄厚,检测手段齐全,产品质量优良,在行业中享有良好的声誉和知名度。


您是想要在江西省上饶市采购高质量的304不锈钢板 优惠报价可定制产品吗?博鑫轩金属制品(上饶市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的304不锈钢板 优惠报价可定制产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:刘先生-【18552715028】,地址:《东方钢材城》。