


我们精心制作的单/双法兰限位伸缩接头醋酸钠品质保证产品视频已经准备就绪,探寻单/双法兰限位伸缩接头醋酸钠品质保证产品背后的故事,视频带你走进精彩世界!
以下是:湖南单/双法兰限位伸缩接头醋酸钠品质保证的图文介绍
产品优势图


VSSJA-2型双法兰限位伸缩接头 VSSJA-2型双法兰限位伸缩接头是由本体、密封圈、压盖、伸缩短管等主要部件组成。在松套伸缩接头原有性能的基础上增设限位装置,在较大伸缩量处用双螺母锁定。管道在允许的伸缩量中可以自由伸缩,一旦超过其较大伸缩量便起到限位,确保管道的正常运行,特别适用于有振动或有一定斜度及拐弯的管路中的连接。 VSSJA-2型双法兰限位伸缩接头的安装 VSSJA-2型双法兰限位伸缩接头适用于两边均与法兰连接,安装时调整产品两端与法兰的连接长度,对角依次均匀拧紧压盖螺栓,再调整好限位螺母,这样能让管道在伸缩量范围内可以自由伸缩,锁定伸缩量,确保管道的正常运行。适用于两边均与法兰连接的管道中,安装时调节产品两端与法兰的安装长度,对角集资均匀拧紧压盖螺栓,使其成为以整体,并有一定的位移量,方便安装维修时,根据现场尺寸进行调整。在工作时可以反轴向推力传递至整个管道。能降低被连接件的压力推力(盲板力)和补偿管路安装误差,双法兰传力接头不能吸收轴向位移。双法兰传力接主要用于泵、阀门等附件的松套连接。 VSSJA-2型双法兰限位伸缩接头的分类 有:BF(VSSJA-1)型单法兰限位伸缩接头,B2F(VSSJA-2)型VSSJA-2型双法兰限位伸缩接头,BY(SSJB-3)型压盖式限位伸缩接头,AY(SSJB)型压盖式伸缩接头,法兰式限位伸缩接头,法兰式松套伸缩接头。 VSSJA-2型双法兰限位伸缩接头的型号 B2F型VSSJA-2型双法兰限位伸缩接头采用GB/T12465-2002标准,双法兰传力接头以前的型号为VSSJAF。 传力接头执行标准 GB/T12465-2007,GB/T12465-2002,GB/T14414-1993



单/双法兰限位伸缩接头国标GB/T12465-2017标准 我公司是一家专业生产各种材质管路补偿接头公司,公司集科研、开发、生产、销售于一体的大型阀门生产企业。拥有先进的设计和制造能力,精良的生产与检测设备,高素质的员工队伍和完善的售后服务体系。本公司已通过ISO9001-2008国际质量体系认证。确保了产品质量的长期稳定、可靠,产品广泛用于船舶、石油、化工、冶金、电力、环保大型建筑等行业。乐水公司主要以国标(GB)、部标(CB)、外贸标(CBM)、德标为标准,生产各类铸铜、铸铁、铸钢、不锈钢等管路松套补偿接头。 主要产品有: GB/T12465标准各种管路松套补偿接头等产品。 我公司产品质量稳定长期同中石化、中石油等单位合作各种国内*管路管线。

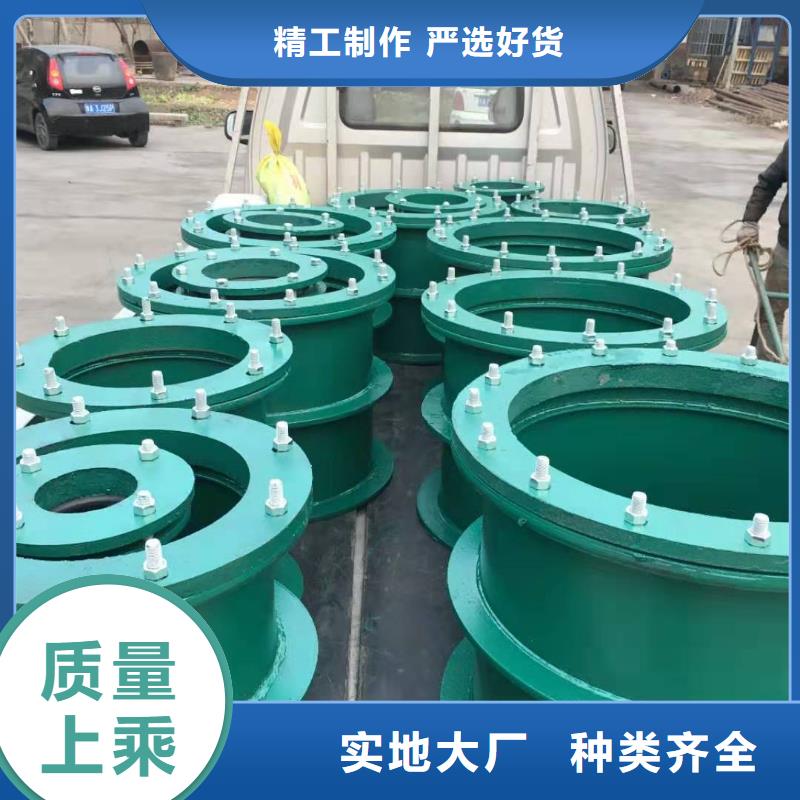
产品案例

公司实力

双法兰限位伸缩接头 双法兰限位伸缩接头主要由:本体、密封圈、压盖、限位螺杆、限位伸缩管、螺母、螺栓组成。它的作用是:防止管道超量位移导致伸缩接头的泄露和损坏,主要用于允许位移范围内吸收管道的轴向位移和承受管道的压力和推力。 双法兰限位伸缩接头是在伸缩接头的基础上增加了限位螺杆装置,管道在允许的伸缩量中可以自由伸缩,一旦超过大伸缩量时限位螺杆的双螺母锁定伸缩量从而起到限位作用,补偿管道因热胀冷缩或地基下沉引起的管线轴向位移和扭曲、偏心,从而保护被连接的泵或阀门。 产品说明:双法兰松套限位伸缩接头的型号是:VSSJA-2和B2F,VSSJA-2是厂标型号,B2F是在 标准中的型号。 双法兰限位伸缩接头执行的 标准是《GB/T12465-2002管路松套补偿接头》和《GB/T12465-2007管路松套补偿接头》,《GB/T12465-2007》包含《GB/T12465-2002》内容。 安装方法: 双法兰限位伸缩接头适用于两边均与法兰连接,安装时调整产品两端与法兰的连接长度,对角依次均匀拧紧压盖螺栓,再调整好限位螺母,这样就能让管道在伸缩量范围内可以自由伸缩,锁定伸缩量,确保管道的运行。适用于两边均与法兰连接的管道中,安装时调节产品两端与法兰的安装长度,对角集资均匀拧紧压盖螺栓,使其成为以整体,并有一定的位移量,方便安装维修时,根据现场尺寸进行调整。在工作时可以反轴向推力传递至整个管道。能降低被连接件的压力推力(盲板力)和补偿管路安装误差,双法兰传力接头不能吸收轴向位移。双法兰传力接主要用于泵、阀门等附件的松套连接。 型号分类: 双法兰限位伸缩接头的分类有:BF(VSSJA-1)型单法兰限位伸缩接头,B2F(VSSJA-2)型双法兰限位伸缩接头,BY(SSJB-3)型压盖式限位伸缩接头,AY(SSJB)型压盖式伸缩接头,法兰式限位伸缩接头,法兰式松套伸缩接头。 材质: 双法兰限位伸缩接头的材质:主要有Q235碳钢、不锈钢、铸钢、球墨铸铁等。不同的用途选用不同的材质和型号。 售后服务 AFTERSALESERVICE 我公司本着为项目服务,并以本项目利益就是公司利益的指导思想原则, 严格执行合同协议的有关规定。 公司员工是高素质队伍,研发生产人公司以"客户至上"为目标,严把售后服务质量关,竭诚为客户朋友提供服务。我公司工程人员、质检员、维修人员均接受过相关培训,通过厂家、代理商、设计、和开发项目共同努力,进行科学的、规范化的管理和工程商的及时的售后支持服务。 我司坚持"顾客至上"为宗旨,配合稳健经营的的方针,事事以客户先,透过服务水平和产品,为社会和客户提供售后服务。

客户的支持就是我们的成功,随着公司的持续发展,乐水活性炭醋酸钠乙酸钠聚合氯化铝环保科技(湖南省分公司)在 火山岩滤料产品研发、技术、产品销售、售后服务等方面均有长足的进步,并将持续贯彻“追求产品零缺陷”的质量方针,为广大客户提供更为满意的 火山岩滤料产品和服务。
