服务热线:15900333356
联系我们

更新时间:2024-12-25 17:22:30 浏览次数:7 公司名称:天津 万弗莱钢有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |




规格:φ13.72~φ1000mm
产品用于:建造高压和超高压电站锅炉,建造过热蒸汽管、沸水管及机车锅炉用过热蒸管。
四、特殊用管工艺
内外抛光(表面等级:抛光180#、220#,240#,320#,400#,600#,800#);拉丝;酸洗;内焊道整平;在线光辉热处理。 [1]
9 304不锈钢焊管的耐碳化物分出的功能比316不锈钢非常好,可用上述温度规模。不锈钢无缝方管和焊接方管的区别
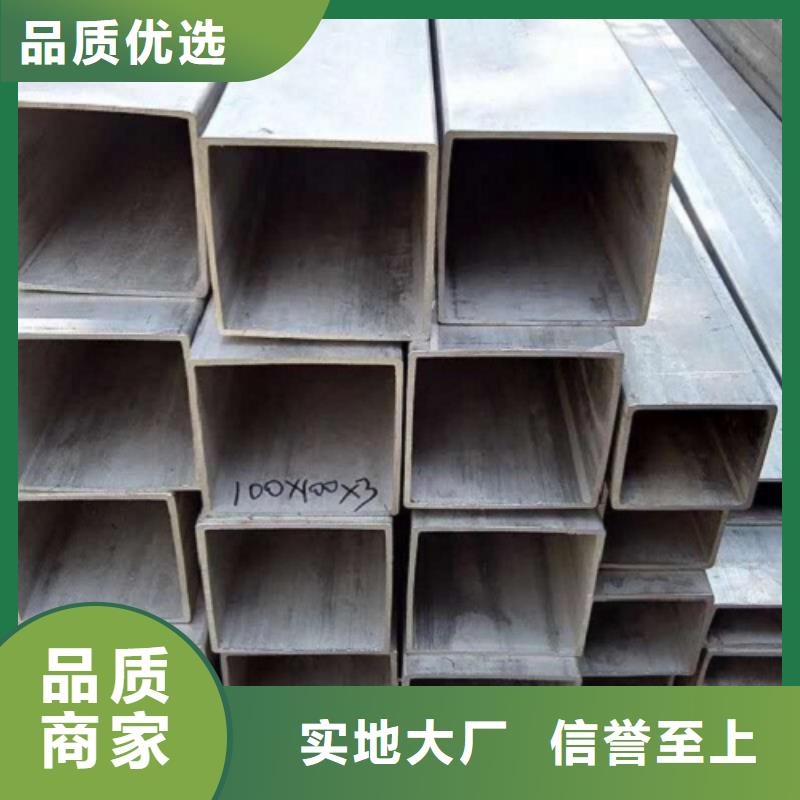
不锈钢方管是一种中空的长条钢材,因为截面是正方形所以叫做方管。大量用作输送流体的管道,如石油、天燃气、水、煤气、蒸气等,另外,在搞弯、抗扭强度相同时,重量较轻,所以也广泛用于制造机械零件和工程结构
不锈钢方管分类:方管分无缝钢管和焊接钢管(有缝管)两大类。按断面又可分为方形和矩形管,广泛应用的是圆形钢管,但也有一些半圆形、六角形、等边三角形、八角形等异形钢管。
工艺:圆钢准备→加热→热轧穿孔→切头酸洗→修磨→润滑→冷轧加工→脱脂→固溶热处理→矫直→切管→酸洗→成品检验。1、制作工艺上的区别
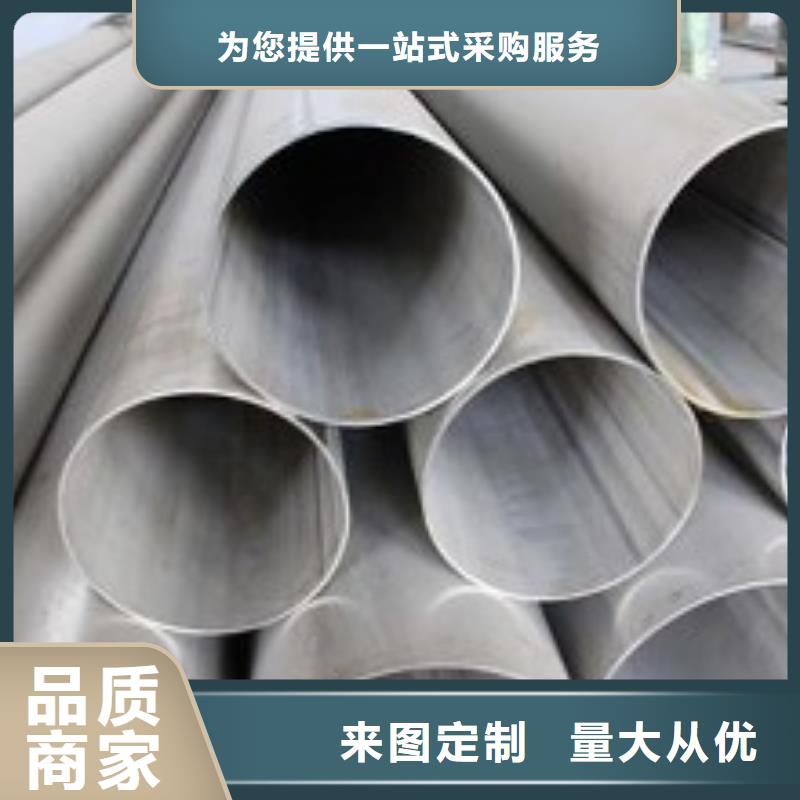
不锈钢焊管是以钢板或钢带经过机组和模具卷曲成型后焊接而成的,管内壁一般有一条焊缝;而无缝管采用的是圆管坯作为原料进行穿孔,通过冷轧、冷拔或者热挤压的生产工艺制作而成,管子上没有焊接点。
2、钢管外表上的区别
不锈钢焊管,其壁厚的公差很小,整个圆周的壁厚非常均一;钢管精度高,管内外表面光亮度高、可任意定尺;能做薄壁管。而无缝管的钢管精度低,壁厚不均匀、管内外表面光亮度低、定尺寸成本高,内外表还有麻点、黑点不易去除。因此,通常生产的无缝管壁都较厚。
3、性能和价格上的区别
无缝管在抗腐蚀性以及承压耐高温等性能上要比焊管高得多。随着焊管制作工艺的提高,力学性能和机械性能上也慢慢向无缝管靠近。无缝管在制作工艺上比较复杂,它的价格比焊管要贵。
基于不锈钢无缝管和焊管的特点和区别,应用时要合理的进行选择,达到经济、美观和可靠的效果:



热处置
10 在1850-2050度的温度规模内进行退火,然后敏捷退火,然后敏捷冷却。
11 316不锈钢不能过热处置进行硬化。
12 焊接
13 可选用一切规范的焊接办法进行焊接。焊接时可根据用处,别离选用316Cb、316L或309Cb不锈钢填料棒或焊条进行焊接。为取得的耐腐蚀功能,316不锈钢钢的焊接断面需求进行焊后退火处置。假如运用316L不锈钢,不需求进行焊后退火处置。
14 典型用处 纸浆和造纸用设备热交换器、染色设备、胶片冲刷设备、管道、滨海区域建筑物外部用资料
不锈钢无缝管的的出产工艺 a.圆钢预备;b.加热;c.热轧穿孔;d.切头;e.酸洗;f.修磨;g.光滑;h.冷轧加工;i.脱脂;j.固溶热处置;k.矫直;l.切管;m.酸洗;n.制品查验。
不锈钢焊管出产工艺:质料--分条--焊接制管--修端--抛光--查验(喷印)--包装--出货(入仓)(装修焊管) 质料--分条--焊接制管--热处置--纠正--矫直--修端--酸洗--水压测验--查验(喷印)-包装--出货(入仓)(焊管工业配管用管)
304不锈钢焊管理论分量计算公式:(外径-壁厚)×壁厚×0.02513=KG/M
行情不佳”、“生存艰难”……已成口头禅。特别是年中之后,不锈实体企业订单萎缩,诸如压延、装饰管、制品减产明显的声音不绝于耳。
我们知道,不锈钢管焊管和焊管的主要消费市场往往在三四线城市,在广大农村。究竟是哪里出了问题,让不锈钢管焊管厂家对需求“断崖式”下跌的意见如此强烈?
小伙伴们都喜欢说一句话“城市套路村,我想回农村”。回家去,一亩三分地,起个小别墅弥补城市买不起房的遗憾。


万弗莱钢有限公司始终坚持认真严谨的原则稳步进取,不断发展壮大。 公司销售 海南精轧螺纹钢产品。公司以良好的信誉、优良的 海南精轧螺纹钢产品、雄厚的实力、低廉的价格享誉全国, 海南精轧螺纹钢产品深得客户信赖。 我们本着诚信为本的原则,以质量求生存,以信誉得发展的企业经营理念,不断开拓进取。




炉体密封性。亮光退火炉应是封锁的,与外界空气阻隔采用氢气作维护气的,只要一个排气口是通的用来点着排出的氢气。反省的办法可以用番笕水抹在退火炉各个接头裂缝处,看能否跑气个中轻易跑气的当地是退火炉进管子的当地和出管子的当地,这个当地的密封圈特殊轻易磨损,要常常反省常常换。
维护气压力。为了避免呈现漏,炉内维护气应坚持必然的正压,假如是氢气维护气,普通要求以上。炉内水汽。一方面反省炉体资料能否枯燥,首次装炉,炉体资料必需要烘干二是进炉的不锈钢管能否残留过多水渍,特殊管子上面假如有孔的话,万万别漏水进去了,要不然就把炉子氛围全毁坏了。2507不锈钢管厂家介绍:2507不锈钢在适宜固溶处理后,此钢的显组织有比较理想的α/γ之比约为50/50的双相结构。当固溶温度在1050℃以上时,随温度升高,钢中铁素体相数量会有所增加,但由于含氮量高,在1300℃以下钢的相比例不会有显著改变。此钢若不经不同温度时效(或受热的影响),在α+γ基体上会有γ2形成和δ、χ、R、α`金属间相和Cr2N等氧化物析出,由于钢中的碳含量低(一般在0.01%-0.02%),因此钢中一般没有碳化物存在。
1.焊接性能:SAF 2507不锈钢可用GTAW,GMAW,SMAW和SAW等焊接方法进行焊接。25.10.4L用于GTAW法焊接,25.10.4LR和25.10.4.LB用于手工焊接,当焊件有较高韧性要求时,多采用25.10.4.LB碱性焊条。建议使用的线能量:0.2~1.5kJ/mm,为避免快速冷却,厚板焊接一般采用上限值,薄板焊接多采用下限值,控制层间温度不得超过150℃。GTAW法焊接时,采用纯氩或Ar+2%N2保护。