



我们诚意满满地为您制作了这部防腐衬塑管道-衬塑管厂家质量不佳尽管来找我产品视频,旨在、多角度地展现产品的各项功能和特点。通过观看这部视频,您将更直观地了解产品的设计理念、材质选择以及独特优势。
以下是:广东防腐衬塑管道-衬塑管厂家质量不佳尽管来找我的图文介绍

纵横机械制造(广东省分公司)
专业生产定制衬塑管道

定制衬塑管道的图文介绍
专业定制今日新品

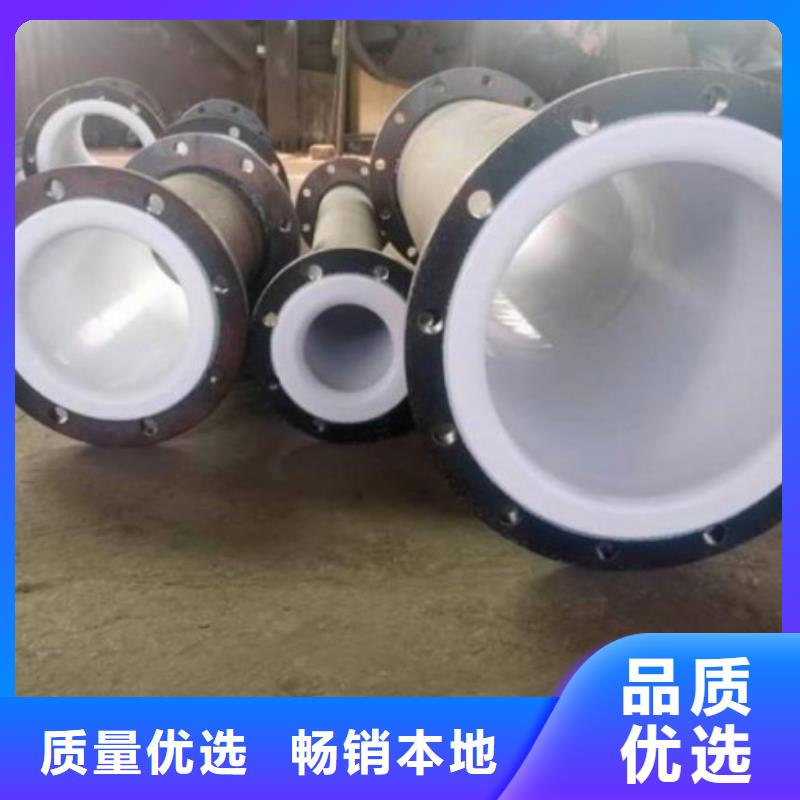
定制衬塑管道、耐酸管件、衬层水压试压、储罐进出料管、低压衬管供货、DN200衬塑管,是纵横机械制造(广东省分公司)主营产品,品质好价格优,货源库存充足,欢迎询价!





容器 罐体 塔体衬塑 衬塑管道厂家
衬塑罐体 聚乙烯储罐(PO储罐)介绍 以纯线性低密度改性聚乙烯(LLDPE)为原料,采用的滚塑工艺整体成型。具有无焊接、不渗漏、性、重量轻、抗老化、抗冲击、耐腐蚀、寿命长等优点。能储存绝大多数无机酸、碱、盐类溶液和部分有机溶剂,其抗腐蚀性强于玻璃钢数倍,能部分替代不锈钢钛、镍、合金钢等材料,产品符合危险品储运条例,是、的耐腐蚀设备。本产品符合卫生标准,可替代不锈钢容器装运食品级溶液 。大规格体积全塑聚乙烯储罐优势更为突出,仍然保持整体性的性能。 全塑聚乙烯立式储罐还具有安装方便,占地面积小,环状加强筋提高刚性强度等特点。可适用于各种外部恶劣的安装环境。但耐压性能较全塑聚乙烯卧式储罐差,适用于比重小于1.3,温度在60℃以下的溶液。



