




以下是我们精心制作的双侧钢筋套丝打磨生产线服务为先产品视频,它比任何文字描述更能展示产品的细节和优势。请您点击观看,让我们的产品为您带来惊喜。
以下是:四川双侧钢筋套丝打磨生产线服务为先的图文介绍

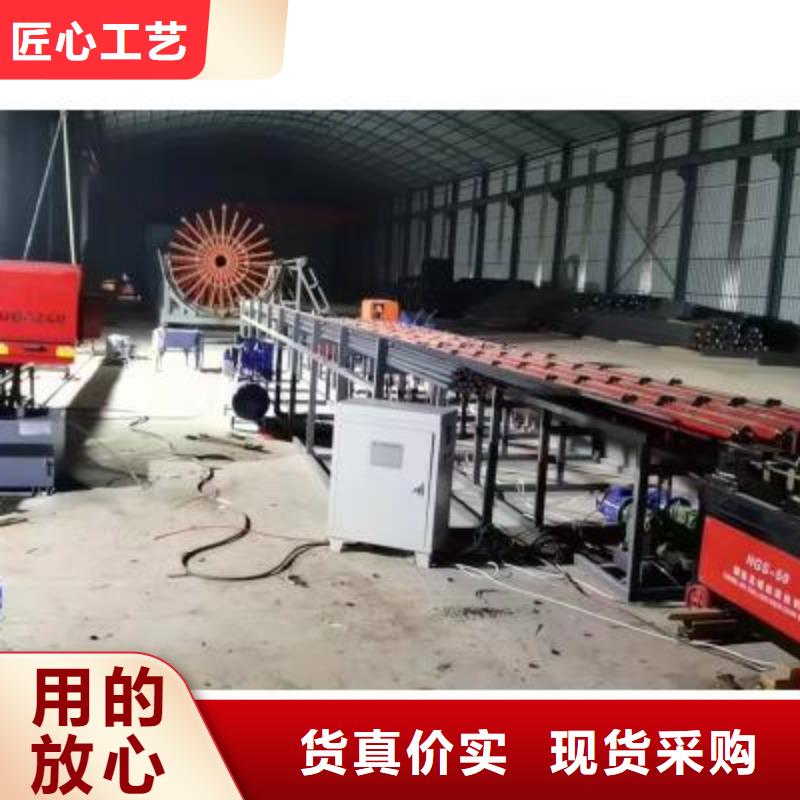
镦粗机生产厂家
建贸机械钢筋切断加工设备(四川省分公司)
镦粗机生产厂家一站式采购服务
热销产品
PRODUCT REAL SHOT DISPLAY







镦粗机生产厂家的图文介绍
拒绝差价现货充足

GB4240 金属带锯床应用于切割高度400mm、宽度400mm的钢胚、铁板、无缝钢管及大型轴类零件,亦可在选取适当的工艺参数后,切割各种黑色或有色金属材料。具有可靠性高、效率高和高刚性等显著特点,可代替昂贵的进口设备。 机床通过机械、电气、液压的配合,自动进刀、切割完毕锯架自动快速上升(即退刀)的功能。
常见故障 原 因 分 析 解 决 办 法
锯断面
粗糙不平 1、 齿部钝化,齿尖受损
2、 进给速度过大
3、 导向臂、工件位置不当
4、 张力过小
5、 齿距过大
6、 冷却不充分
7、 锯床振动过大 1、 更换新锯带
2、 减小进给速度
3、 调整导向臂、工件位置
4、 调节张力
5、 根据工件大小,几何形状选齿
6、 多加冷却液
7、 检查导向臂和滑轮松弛,偏磨损并修整



多年经验
买镦粗机生产厂家直接找源头工厂给您更好的产品

质量把控
严格把控镦粗机生产厂家生产标准确保品质出厂的都是合格品

支持定制
镦粗机生产厂家按需定制产能稳定满足多种需求

服务保障
镦粗机生产厂家成熟技术团队和售后团队交货准时

镦粗机生产厂家定制流程