



联系我们

当前位置:
精拉管业(山东省分公司) >山东当地行业新闻
冷拔管冷拔无缝钢管厂家工艺先进
更新时间:2026-07-17 22:12:40 ip归属地:山东,天气:大雨转小雨,温度:22-29 浏览次数:92 公司名称: 精拉管业(山东省分公司)
以下是:山东省冷拔管冷拔无缝钢管厂家工艺先进的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 201 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 品牌 | 精拉 |
| 可定制 | 是 |
| 范围 | 冷拔管冷拔无缝钢管供应范围覆盖山东省 枣庄市、东营市、济宁市、菏泽市、滨州市、聊城市、潍坊市、德州市、泰安市、临沂市、烟台市、威海市、莱芜市、日照市、淄博市、青岛市、济南市等区域。 |
以下是:山东省冷拔管冷拔无缝钢管厂家工艺先进的图文视频

【精拉】为您提供威海精密光亮管、济南厚壁无缝钢管、滨州精拔管、枣庄42crmo精密钢管等多元产品与服务。冷拔管冷拔无缝钢管厂家工艺先进,精拉管业(山东省分公司)为您提供冷拔管冷拔无缝钢管厂家工艺先进产品案例,联系人:李涛,电话:【17768165506】、【17768165506】。 山东省 山东省(Shandong),简称“鲁”,别称“齐鲁”,是革命老区、中华人民共和国省级行政区,省会济南市,地处中国华东地区的沿海,濒临渤海和黄海,地跨北纬34°22.9′—38°24.01′,东经114°47.5′—122°42.3′之间,自北而南与河北、河南、安徽、江苏4省接壤。截至2022年,山东省下辖16个地级市,共58个市辖区、26个县级市、52个县,664个街道、1092个镇、68个乡,常住人口10162.7万人”。
如果你想要更深入地了解我们的冷拔管冷拔无缝钢管厂家工艺先进产品,那么请务必观看这部视频。它一定会给你带来意想不到的惊喜和收获。
以下是:山东冷拔管冷拔无缝钢管厂家工艺先进的图文介绍
精拉管业(山东省分公司)主打的产品【42crmo精密钢管、精密热轧管、40Cr精拔钢管、气缸冷拔无缝管、液压泵钢管、热轧直条管】得到了国内外客户的一致好评。
精拉管业(山东省分公司)的四大特色:
1、强大的【42crmo精密钢管、精密热轧管、40Cr精拔钢管、气缸冷拔无缝管、液压泵钢管、热轧直条管】技术团队,赋予了【42crmo精密钢管、精密热轧管、40Cr精拔钢管、气缸冷拔无缝管、液压泵钢管、热轧直条管】产品优质与稳定;
2、丰富的经验,为客户量身定做心中理想、满意的【42crmo精密钢管、精密热轧管、40Cr精拔钢管、气缸冷拔无缝管、液压泵钢管、热轧直条管】;
3、完善的服务体系,让客户享受到研发、销售、制造服务;
4、的售后团队服务,为客户解决【42crmo精密钢管、精密热轧管、40Cr精拔钢管、气缸冷拔无缝管、液压泵钢管、热轧直条管】后顾之忧;


冷拔管 硬度检测主要有两类试验方法。一类是静态试验方法,这类方法试验力的施加是缓慢而无冲击的。硬度的测定主要决定于压痕的深度、压痕投影面积或压痕凹印面积的大小。静态试验方法包括布氏、洛氏、维氏、努氏、韦氏、巴氏等。其中布、洛、维三种试验方法是应用广的,它们是金属 硬度检测的主要试验方法。这里的洛氏硬度试验又是应用多的,它被广泛用于产品的检验,据统计,目前应用中的硬度计70%是洛氏硬度计。另一类试验方法是动态试验法,这类方法试验力的施加是动态的和冲击性的。这里包括肖氏和里氏硬度试验法。动态试验法主要用于大型的,不可移动工件的硬度检测。
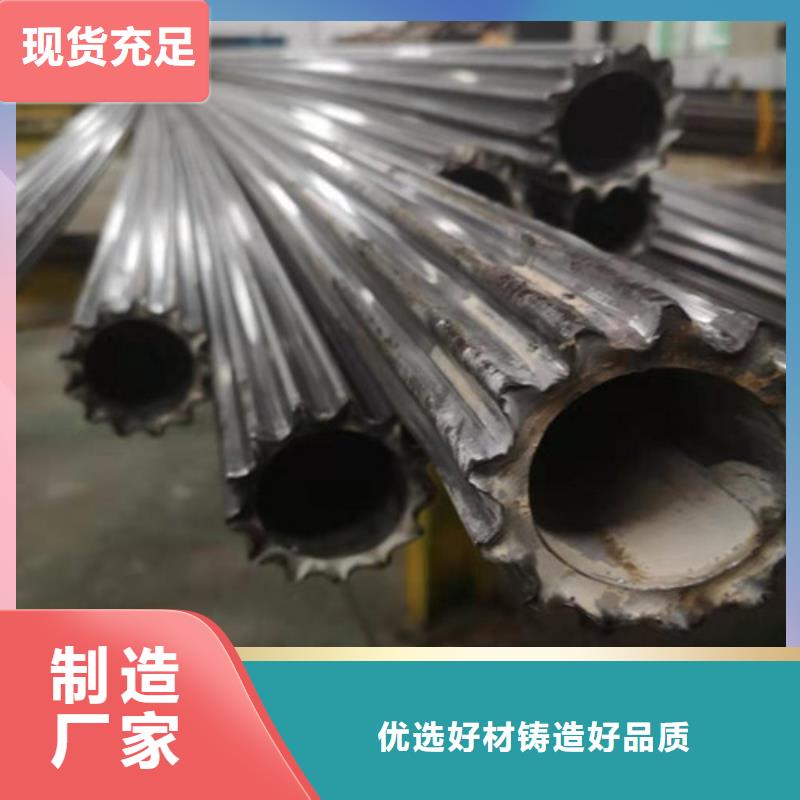
生产高精度冷拔管──液压缸体与传统的切削工艺比较,具有以下特点:生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。


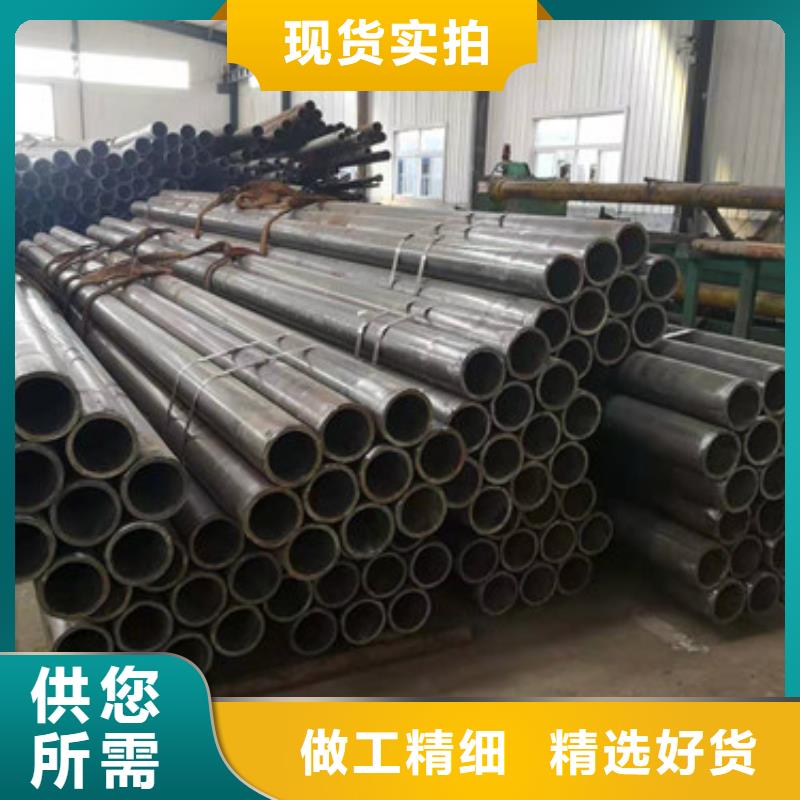
冷拔管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于冷拔管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压元件的产品,如气缸或油缸,可以是无缝管,也有焊接管。冷拔管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。
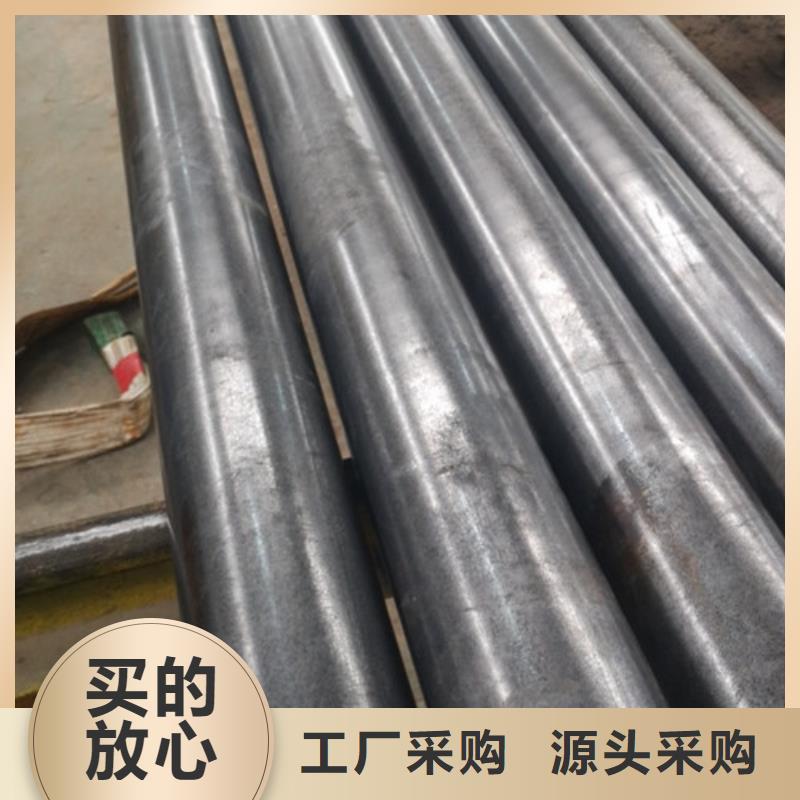
常用材质:冷拔管的常用材质为10 、20 、35 、45 。可生产的材质则很多,钢只要是不太硬,基本都可根据需要进行生产。如:10 ,35 ,16Mn,40Cr.冷拔管的制作程序是比较繁琐的,生产的状况也是比较好的,性能是比较优越的,在使用上也是不断地进行发挥出来良好地作用的,因此的话冷拔管从某种意义上来说是一种良好的钢材类型。
常用材质:冷拔管的常用材质为10 、20 、35 、45 。可生产的材质则很多,钢只要是不太硬,基本都可根据需要进行生产。如:10 ,35 ,16Mn,40Cr.冷拔管的制作程序是比较繁琐的,生产的状况也是比较好的,性能是比较优越的,在使用上也是不断地进行发挥出来良好地作用的,因此的话冷拔管从某种意义上来说是一种良好的钢材类型。




冷拔管冷拔无缝钢管厂家工艺先进_精拉管业(山东省分公司),固定电话:【17768165506】,移动电话:【17768165506】,联系人:李涛,汇通国际金属物流园A121。