以下是:甘肃省白银市不锈钢碳素钢复合管安装生产加工的产品参数
| 产品参数 |
|---|
| 产品价格 | 156/米 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 1000 |
|---|
| 运费说明 | 按距离 |
|---|
| 小起订 | 1米 |
|---|
| 是否厂家 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 蓝色,灰色,绿色,黄色 |
|---|
| 产品名称: | 不锈钢复合管 |
|---|
| 外皮: | 201 304不锈钢 |
|---|
| 内复: | 碳素钢 |
|---|
| 材质: | 201 304 |
|---|
| 产地: | 山东聊城 |
|---|
| 规格: | 齐全 |
|---|
| 型号: | 齐全 |
|---|
| 用途: | 桥梁 道路 河道 高铁 人行横道 天桥做护栏起到防护作用 |
|---|
| 加工方式: | 来图加工,来样加工 |
|---|
| 是否可定制: | 是 |
|---|
| 是否有现货 | 是 |
|---|
| 重量 | 35kg |
|---|
| 厚度 | 8mm |
|---|
| 规格 | 3000cm |
|---|
| 范围 | 不锈钢碳素钢复合管安装供应范围覆盖甘肃省、兰州市、嘉峪关市、武威市、酒泉市、陇南市、合作市、临夏市、定西市、庆阳市、平凉市、张掖市、天水市、白银市、金昌市 平川区、靖远县、会宁县、景泰县等区域。 |
|---|
以下是:甘肃省白银市不锈钢碳素钢复合管安装生产加工的图文视频
我们精心制作的不锈钢碳素钢复合管安装生产加工产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
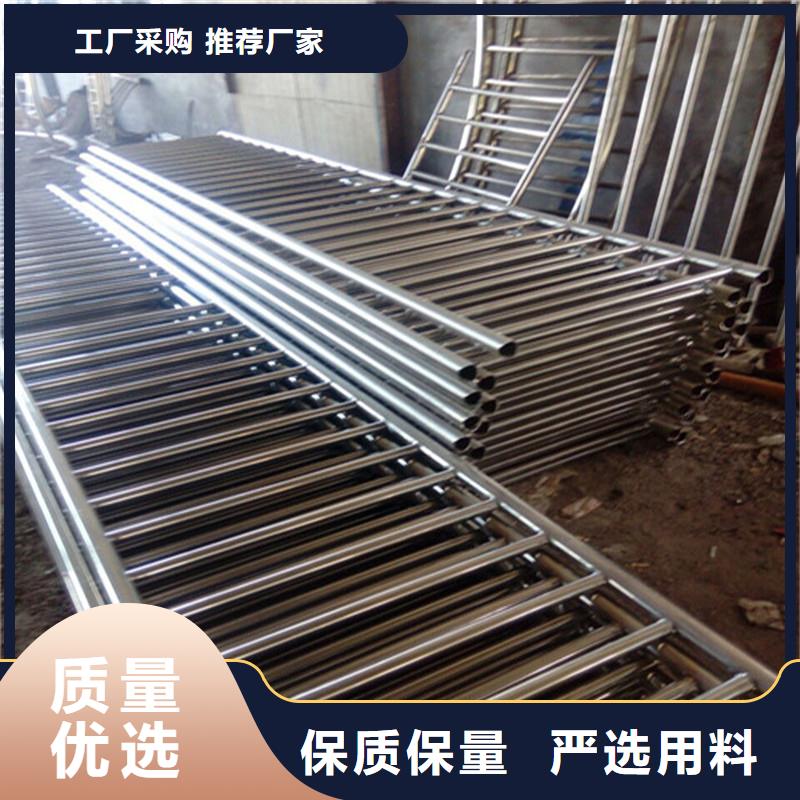
以下是:甘肃白银不锈钢碳素钢复合管安装生产加工的图文介绍

聊城正久不锈钢复合管厂奉“科技、诚为本、质量、户至上”宗旨。以市场需求为导向、以客户需求为标准、以先进技术为依托、以科学管理为基础,竭诚为户提供产品加工和技术服务。您需要就是我们目标,竭诚欢迎新老户咨询、洽谈、合作,共谋发展。 不锈钢复合管厂是一家专业从事金属材料生产加工和工位器具设备制造企业,位于地理位置优越,交通便利。复合管桥梁护栏简介:不锈钢复合管栏杆,它不仅具有不锈钢管豪华美观和现气息,又具有普通碳钢管坚韧性。 复合管桥梁护栏采镀锌钢制立柱,立柱表面静电喷涂处理,横管采不锈钢/碳钢复合管,是由不锈钢(SUS304)与优质碳素结构钢(Q195-Q23SPCC)等双金属,经高科技同步复合焊接而成,产品兼具不锈钢卓越美观华丽外表,抗腐蚀性能和碳素钢结构强度大诸多突优点,与纯不锈钢管相比,节约了成本,增加了强度。


鑫金属材料(白银市分公司)秉承一贯的“精益求精、客户至上”的宗旨,坚持引进消化国内外先进技术、紧密结合用户的需求,研发自有 高铁护栏产品,打造自有品牌,以严格、科学的管理,经营好研发、生产及销售的每个环节,发扬工匠精神,做好每一款 高铁护栏产品,在 高铁护栏的道路上越走越远!



不锈钢复合管怎么焊接?焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求 的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。以上是聊城正久金属制品有限公司所提供的内容,希望对您有所帮助。


聊城正久金属制品有限公司对于不锈钢复合管的生产过程做下介绍:热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。复合挤压的优缺点分别为:
优点:界面为冶金结合;挤压过程中涉及的力完全是压应力,因此特别适合于热加工性不好、塑性低的高合金金属的加工。
缺点:由于结合决定于挤压过程中极短时间内的元素界面扩散,通常会因氧化物膜的存在而受到影响,因此目前复合挤压仅限于碳钢、不锈钢和高镍合金间的复合。需要指出的是,热挤压的变形抗力小,允许每次变形程度大,导致表面粗糙度较高,因此也有先热挤压再进行冷轧(或冷拔)制造复合管的方法。



在甘肃省白银市本地采买不锈钢碳素钢复合管安装生产加工到鑫金属材料(白银市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:王经理-【18762195566】。